Chemical Processing Corrosion-resistant metal solutions for chemical plants, processing systems, and equipment exposed to aggressive environments. Detailed Description Chemical processing operations involve some of the most demanding service conditio...

Chemical Processing
Corrosion-resistant metal solutions for chemical plants, processing systems, and equipment exposed to aggressive environments.
Detailed Description
Chemical processing operations involve some of the most demanding service conditions in industry, including corrosive media, elevated temperatures, and continuous operation cycles.
Material selection is critical to ensuring system safety, operational stability, and long equipment lifespan.
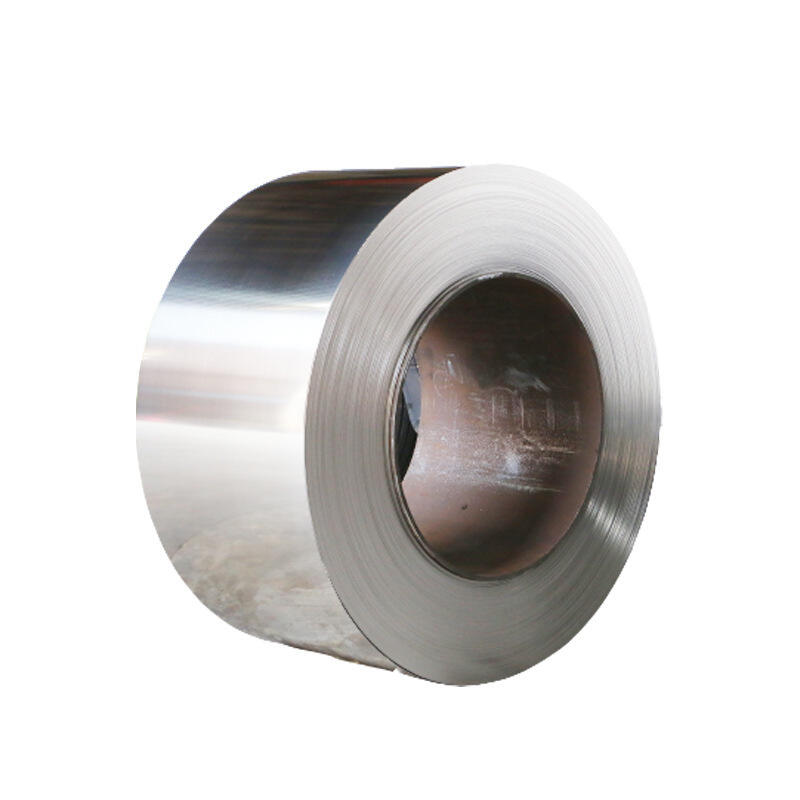
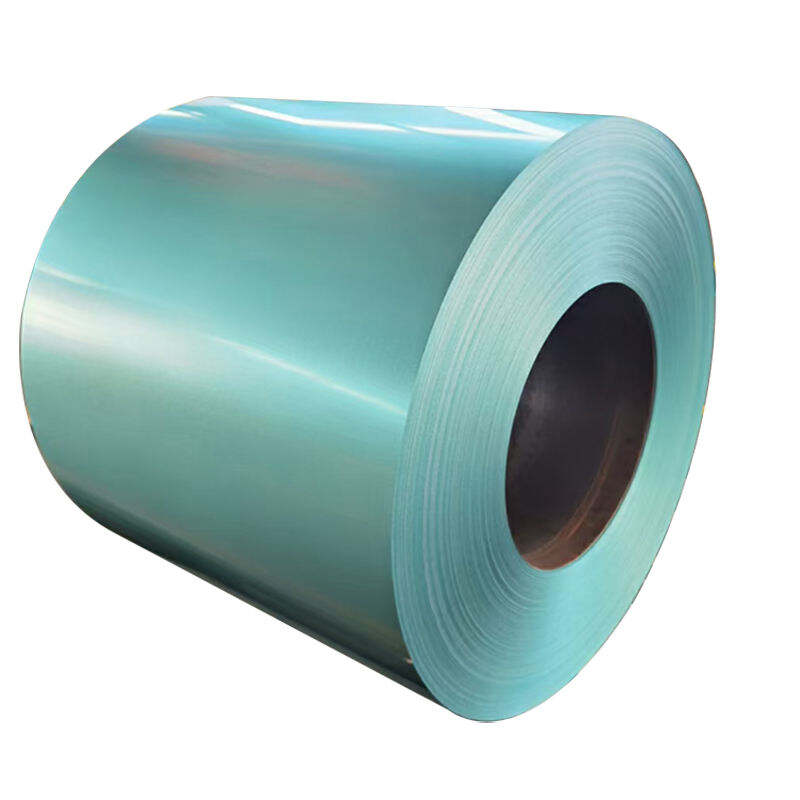
Stainless steel, nickel alloys, and titanium are commonly used in chemical plants due to their resistance to acids, alkalis, and chemical reactions. Nickel alloys offer superior performance in highly corrosive and high-temperature environments, making them suitable for reactors, heat exchangers, and chemical pipelines. Titanium is often chosen for applications requiring exceptional corrosion resistance and long-term durability in aggressive media.
These materials help minimize corrosion-related failures, reduce maintenance downtime, and improve overall process reliability.
Common Materials in Chemical Industry
| Material | Application Area | Key Benefit |
| Stainless Steel | Piping, tanks | Corrosion resistance |
| Nickel Alloys | Reactors, exchangers | Extreme environment stability |
| Titanium | Specialized systems | Superior corrosion resistance |
🔍 Why Material Selection Matters in Chemical Processing
Material selection is especially critical in chemical processing due to corrosive media, high temperatures, and continuous operating cycles.
Incompatible materials can cause corrosion, leakage, contamination, or safety risks within chemical systems.
Stainless steel provides reliable resistance to many chemical environments, while nickel alloys offer superior performance in highly corrosive and high-temperature applications. Titanium is often chosen for extreme conditions where long-term corrosion resistance and material stability are required.
Choosing the right material helps chemical plants maintain operational safety, minimize maintenance frequency, and extend equipment service life, ensuring stable and compliant chemical production processes.
Typical Chemical Industry Uses
●Chemical reactors and processing vessels
●Heat exchangers and condensers
●Corrosion-resistant piping systems
●Storage tanks for aggressive chemicals
●Specialty chemical equipment
Our chemical-grade materials support safe operation, long-term reliability, and compliance with international industry standards, making them suitable for global chemical engineering projects.
Case: Material Performance in a Continuous Chemical Processing Environment

Project Context
This engineering case focused on a chemical processing system designed for long-duration operation with limited shutdown opportunities.
Material reliability was closely tied to plant safety, environmental compliance, and operational cost control.
The system included pipelines, vessels, and structural supports operating under chemically aggressive conditions.
Engineering Environment
Components were exposed to corrosive media, elevated temperatures, and continuous internal flow.
Any material degradation could lead to leakage, contamination, or forced shutdown, making conservative material selection essential.
Material Application in the System
Stainless steel was used in piping and vessels that came into direct contact with chemical media, providing resistance to corrosion and surface degradation.
Nickel-based materials were applied in localized zones where higher temperature or chemical intensity was present.
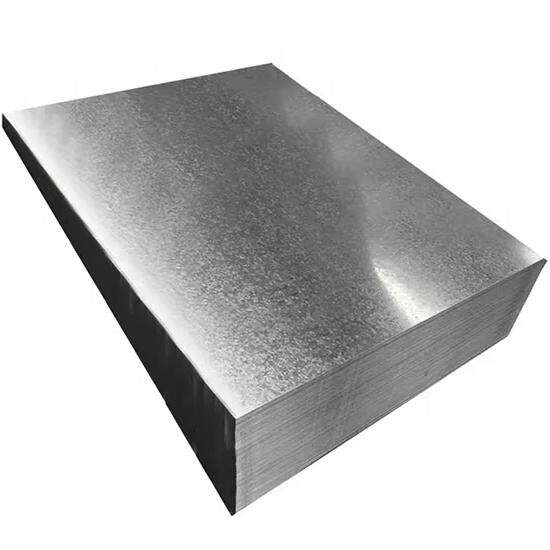
Galvanized steel supported non-process structures such as platforms and supports, balancing durability and cost efficiency.
Engineering Outcome
The system achieved stable operation after commissioning.
From an engineering standpoint, the selected materials demonstrated predictable performance, reducing early-stage maintenance intervention and supporting continuous processing objectives.