




ステンレス鋼の表面仕上げガイド:種類、Ra値、および選定方法
ステンレス鋼表面仕上げガイド:2B、BA、No.4、HL、鏡面仕上げ
ステンレス鋼の表面仕上げは、耐食性、清掃性、外観、および用途における規格適合性に影響を与えます。本ガイドでは、2B、BA、No.4、HL、鏡面仕上げなどの一般的な仕上げ種類に加え、代表的なRa値およびステンレス鋼板、鋼板(プレート)、鋼帯(コイル)向けの選定推奨事項について解説します。
ポイント: 不適切なステンレス鋼の表面仕上げを選択すると、早期腐食、衛生基準不適合、外観不良、あるいは不要な研磨コスト増加を招く可能性があります。
ステンレス鋼の表面仕上げは、耐食性、清掃性、およびその用途において所定の要件を満たすかどうかに影響を与えます。例えば、 2b finish stainless steel 一般産業用プロセス機器に適した表面であっても、すべての食品グレード衛生要件を満たすとは限りません。同様に、建築外装材として適したNo.4仕上げのステンレス鋼表面でも、一部の医薬品接触面には依然として粗さが大きすぎる場合があります。
正しい表面仕上げを選択するには、各仕上げ記号の意味、それがもたらすRa値(表面粗さ)、および実際の用途が何を要求しているかを理解する必要があります。本ガイドでは、主なステンレス鋼の表面仕上げの種類、それぞれのRa値、およびご使用用途に最適な仕上げの選定方法について説明します。
ステンレス鋼の表面仕上げ記号とは何を意味するのか?
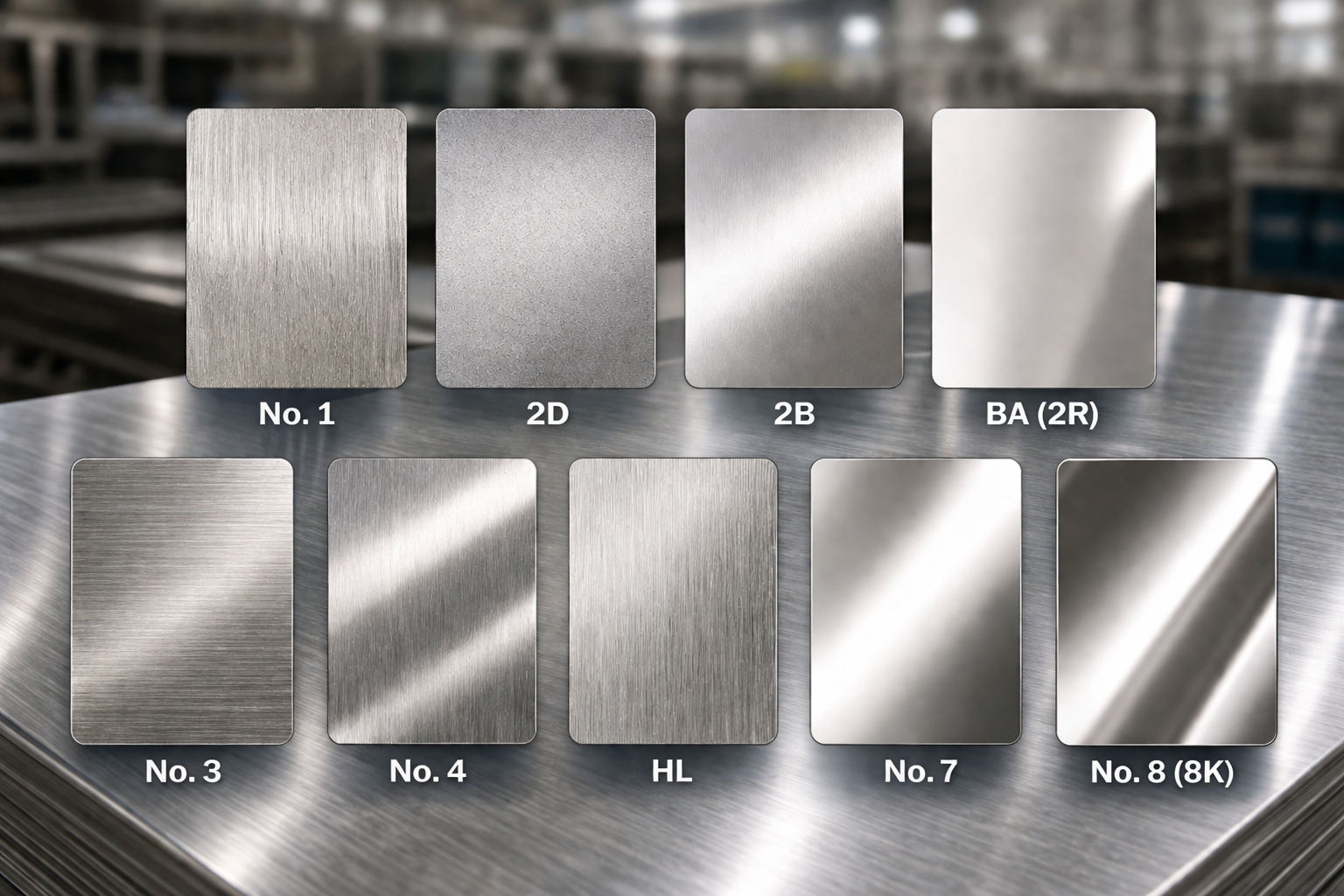
ステンレス鋼の表面仕上げ区分(例:2B、No.4、BA、No.1)は、ASTM A480などの一般的な産業規格に従っています。これらの区分は、材料の加工方法およびその結果として得られる表面特性を示します。実際には、ステンレス鋼の仕上げは主に以下の2つのグループに分類されます:
ミル仕上げ
No.1、2D、2B、BAを含みます。これらは製鋼所における圧延、焼鈍、酸洗い工程で製造されます。
機械的仕上げ
No.3、No.4、HL(ヘアライン)、No.7、No.8を含みます。これらはその後の研削、研磨、バフ仕上げなどの工程で製造されます。
仕上げ記号とともに用いられる主要な定量的パラメーターは、 Ra(表面粗さ) マイクロメートル(µm)で測定されます。Raは、表面の凸部と凹部の平均的な偏差を表し、エンジニアリング、衛生、および腐食に敏感な用途におけるステンレス鋼の仕上げ指定において極めて重要です。
ステンレス鋼の表面仕上げ種類とRa値
以下の表には、最も一般的な仕上げ種類、典型的な粗さ値、製造方法、一般的な規格(グレード)、および適用分野をまとめています。
| 仕上げ | カテゴリ | 製造工程 | Ra(µm) | 典型的なグレード | 用途 |
|---|---|---|---|---|---|
| NO.1 | ミル | 熱間圧延、焼鈍、酸洗 | 2.0–8.0 | 304、309、310、321 | 構造用部材、耐熱設備、炉部品 |
| 2d | ミル | 冷間圧延、焼鈍、酸洗 | 0.2–1.0 | 304, 316, 430 | 産業用配管、設備、タンク |
| 2B | ミル | 冷間圧延、焼鈍、酸洗、スキンパス加工 | 0.1–0.5 | 201、304、304L、316、316L、430 | 一般産業用、化学設備、食品関連用基材 |
| BA(2R) | ミル | ブライトアンネール仕上げ | 0.03–0.1 | 201、304、304L、430 | 装飾パネル、家電製品、トリム |
| NO.3 | Mechanical | 80~100番目の研磨 | 0.6–1.5 | 304, 316 | 食品機器、中間研磨用ベース |
| NO.4 | Mechanical | 120~180番目の研磨 | 0.2–0.8 | 304、304L、316、316L、430 | 厨房機器、食品接触面、建築用 |
| HL | Mechanical | 連続粒状仕上げ | 0.1–0.5 | 304, 316, 430 | 装飾パネル、エレベーター、クラッディング |
| NO.7 | Mechanical | 微細バフ仕上げ | 0.1–0.2 | 304, 316 | 反射面、装飾用途 |
| No.8 | Mechanical | ミラー研磨 | 0.02–0.1 | 304、304L、316、316L、2205 | ミラー、医薬品用、高衛生用途 |
The 2Bステンレス鋼表面仕上げ これは標準的なミル仕上げであり、No.4、No.7、No.8仕上げへのさらなる研磨のベース材として一般的に使用されます。
2B vs No.4 vs BA ステンレス鋼仕上げ
最も一般的に指定されるステンレス鋼の表面仕上げは、2B、No.4、およびBAです。それぞれがコスト、外観、清掃性、および性能という観点から異なる用途を担っています。
| 仕上げ | 外観 | コストレベル | 典型的な用途 |
|---|---|---|---|
| 2B | 滑らかで、やや光沢あり | 低く、 | 産業およびプロセス設備 |
| NO.4 | ブラシ | 中 | 食品機器、厨房機器、建築 |
| BA | 明るく光沢のある | より高い | 装飾パネル、家電製品、および高精度用途 |
表面仕上げが耐食性に与える影響について
表面仕上げは外観への影響だけでなく、ステンレス鋼の耐食性にも直接的な役割を果たします。耐食性は、表面に形成される安定したクロム酸化物不動態皮膜に依存しています。
粗さの大きい表面には、塩化物イオン、汚れ、洗浄剤の残留物が蓄積しやすい微細な溝や表面欠陥が存在し、ピット腐食のリスクが高まります。対照的に、Ra値が低い滑らかな表面では、腐食攻撃を受けやすい場所が少なく、不動態皮膜の安定性も向上します。
- Ra値を低くすることで、汚染物質の付着・残留を抑制できます。
- 滑らかな表面は清掃が容易です。
- 高品質な表面仕上げは、過酷な環境下において優れた耐腐食性を実現するのに貢献します。

パッシベーション対電解研磨
消化
遊離鉄および表面汚染物質を除去し、Raをほとんど変化させることなく不動態皮膜を復元する化学処理。
電気磨き
電気化学的プロセスであり、薄い金属層を除去してRaを低減し、より滑らかで明るく、衛生性の高い表面を形成する。
一般的に、既存の仕上げがすでに仕様を満たしており、加工後に耐食性のみを回復させる必要がある場合には、不動態化処理が適しています。一方、表面粗さ(Ra)の低減、清掃性の向上、またはより明るい仕上げが求められる場合には、電解研磨が推奨されます。
ステンレス鋼の表面仕上げの選定
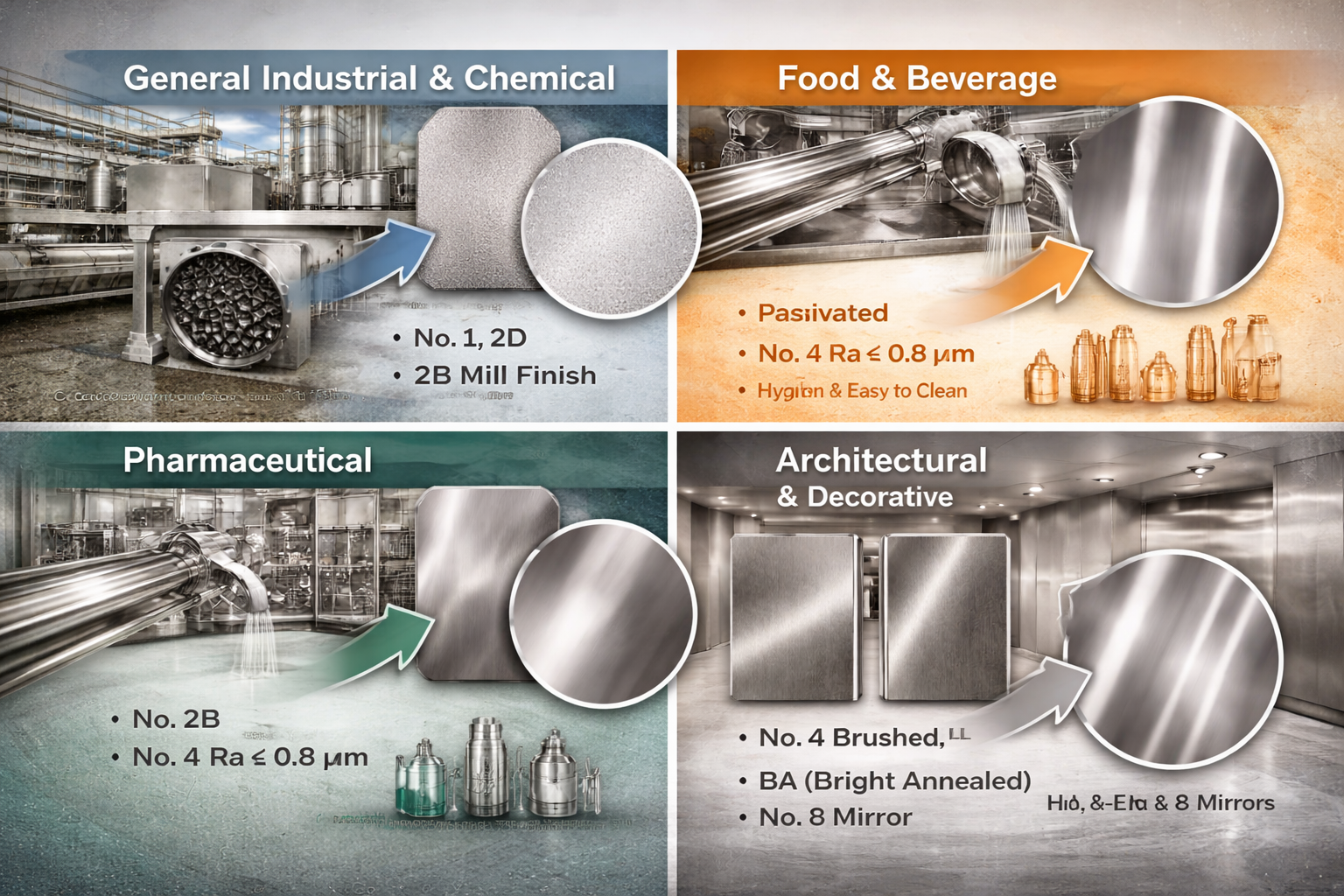
- コストが最優先事項の場合: 2Bを選択してください。
- 衛生性が極めて重要である場合: no.4、電解研磨ステンレス鋼、または指定されたRa値を選択してください。
- 外観が重視される場合: bA、HL、または鏡面仕上げを選択してください。
- 表面が非可視部または構造部材である場合: no.1 または 2D を選択してください。
食品と飲料
No.4(#4)仕上げや Ra ≤ 0.8 µm の仕上げが広く用いられており、製造後にパスシベーション処理を施すことが一般的です。食品接触用途の場合、購入者はこの「食品グレードステンレス鋼ガイド」も併せてご確認いただけます。 食品グレードステンレス鋼ガイド .
製薬
製品接触面には、電解研磨されたステンレス鋼でRa≦0.5µmが一般的に指定される。
建築上の
外観の要件に応じて、No.4、HL(ヘアライン)、BA(バフ仕上げ)、または鏡面仕上げが選択されます。これらの仕上げは、 ステンレス鋼板 目立つ場所に使用される板材およびシートに多く採用されます。
適切な表面仕上げ付きステンレス鋼シートまたはコイルの購入方法
ステンレス鋼シート、プレート、またはコイルを注文する際には、材料の規格(グレード)と必要な表面仕上げの両方を必ず確認してください。同一の規格(例:304 や 316L)であっても、2B、BA、No.1、No.4、HL、鏡面仕上げ、およびカスタム研磨仕上げなど、さまざまな表面仕上げが提供可能です。
| 確認すべき情報 | 例 |
|---|---|
| 製品形態 | ステンレス鋼シート、プレート、コイル、またはストリップ |
| グレード | 201、304、304L、316、316L、430、または2205 |
| 表面仕上げ | 2B、BA、No.1、No.4、HL、鏡面仕上げ、またはカスタム研磨仕上げ |
| サイズ | 厚さ、幅、長さ、またはコイル重量 |
| 用途 | 食品機器、キッチン用品、エレベーター用パネル、タンク、外装材、または産業用製造 |
| 証明書 | 工場出荷証明書(ミル・テスト証明書)、表面仕上げ要件、必要に応じたRa値 |
特定の表面仕上げを指定したステンレス鋼の依頼
ご希望の鋼種、厚さ、幅、長さ、表面仕上げ、数量および到着港をお知らせください。ボヤージュ・メタルでは、2B、BA、No.4、HL、鏡面仕上げおよびその他の仕上げに対応したステンレス鋼のシート、プレート、コイルをご提供できます。
見積もり依頼結論
ステンレス鋼の表面仕上げは、見た目の特性であるだけでなく、性能仕様でもあります。ステンレス鋼材を発注する際には、仕上げの規格名称、最大Ra値、および加工後のパッシベーションまたは電解研磨の要否を確認することが重要です。
ご使用のプロジェクトに適した仕上げが分からない場合? ご希望の図面または仕様書をお送りください。ボヤージュ・メタルでは、お客様の用途に最適なステンレス鋼の表面仕上げ、鋼種および加工ソリューションを提案いたします。
よくある質問
2B仕上げとNo.4仕上げのステンレス鋼の違いは何ですか?
2Bは、産業用およびプロセス用途で一般的に使用される滑らかな製造工場仕上げであり、一方No.4は、食品機器、キッチンカウンター、建築用パネルなどに多く用いられる機械研磨によるブラシド仕上げです。No.4は通常、2Bよりも目立つ線条模様(グレインパターン)を持ち、仕上げコストも高くなります。
ステンレス鋼において、食品グレードと見なされるRa値はどの程度ですか?
多くの食品・飲料用途では、一般的に受け入れられている目標表面粗さはRa ≤ 0.8 µmです。乳製品、バイオプロセシング、医薬品設備など、より厳しい衛生要件が求められるシステムでは、Ra 0.5 µm以下などのより低い値が指定される場合があります。
2B仕上げは、食品グレードのステンレス鋼製設備に適していますか?
適している場合もありますが、その場合は、検証済みの表面粗さ値が衛生要件を満たし、かつ設計上適切な洗浄が可能であることが条件となります。多くの場合、直接製品と接触する設備については、清掃性がより予測可能であるという理由から、購入者はNo.4仕上げまたは電解研磨仕上げを好む傾向があります。
2BおよびNo.4仕上げで一般的に入手可能なステンレス鋼の規格は?
一般的なグレードとしては、201、304、304L、316、316L、430などがあります。表面仕上げは、製品の形状、厚さ、および工場の供給状況によって異なる場合があります。
ステンレス鋼におけるBA仕上げとは何ですか?
BA仕上げステンレス鋼とは、制御雰囲気炉で製造された光沢焼鈍材を指します。滑らかで光沢のある外観を持ち、装飾パネル、家電製品、精密部品などに広く使用されています。
電解研磨は耐食性を向上させますか?
はい。電解研磨は、表面を平滑化し、微小な亀裂(マイクロクリーヴ)を低減させ、不動態皮膜の表面状態を改善することで、耐食性を向上させます。医薬品、半導体、高純度プロセスシステムなどで広く採用されています。
最も滑らかなステンレス鋼の表面仕上げは何ですか?
8番鏡面仕上げと電解研磨ステンレス鋼は、一般的に指定される最も滑らかな表面仕上げの1つです。これらの仕上げは、医薬品、装飾、および高度な衛生が求められる用途でよく選ばれます。
プロジェクトに適したステンレス鋼の表面仕上げをどう選べばよいですか?
腐食環境、衛生要件、外観、予算の4つの要素を評価する必要があります。例えば、2B仕上げは産業用途では十分であることが多く、No.4仕上げは多くの食品接触用途で好まれます。また、より高い滑らかさや高級な外観が求められる場合は、電解研磨仕上げまたは鏡面仕上げが選択されます。複雑なプロジェクトでは、発注前に仕上げ種別および最大Ra値の両方を確認することをお勧めします。