




Hướng dẫn về độ bóng bề mặt thép không gỉ: Các loại, giá trị Ra và cách lựa chọn
Hướng dẫn về độ hoàn thiện bề mặt thép không gỉ: 2B, BA, No.4, HL và gương
Độ hoàn thiện bề mặt thép không gỉ ảnh hưởng đến khả năng chống ăn mòn, khả năng làm sạch, tính thẩm mỹ và mức độ đáp ứng các yêu cầu ứng dụng. Hướng dẫn này giải thích các loại độ hoàn thiện phổ biến như 2B, BA, No.4, HL và độ bóng gương, kèm theo các giá trị nhám bề mặt (Ra) điển hình cũng như khuyến nghị lựa chọn cho tấm, thép tấm và cuộn thép không gỉ.
Điểm chính: Việc lựa chọn sai độ hoàn thiện bề mặt thép không gỉ có thể dẫn đến hiện tượng ăn mòn sớm, không đáp ứng yêu cầu về vệ sinh, tính thẩm mỹ kém hoặc chi phí đánh bóng không cần thiết.
Độ hoàn thiện bề mặt thép không gỉ ảnh hưởng đến khả năng chống ăn mòn, khả năng làm sạch và việc vật liệu có đáp ứng các yêu cầu đối với ứng dụng dự kiến hay không. Ví dụ, một thép không gỉ bề mặt 2B bề mặt phù hợp cho thiết bị quy trình công nghiệp thông thường có thể không đáp ứng được mọi yêu cầu về vệ sinh dành riêng cho ngành thực phẩm. Tương tự, bề mặt thép không gỉ hoàn thiện theo tiêu chuẩn No.4, thích hợp cho ốp kiến trúc, vẫn có thể quá thô ráp đối với một số bề mặt tiếp xúc trong ngành dược phẩm.
Việc lựa chọn độ hoàn thiện phù hợp đòi hỏi phải hiểu rõ ý nghĩa của từng ký hiệu, giá trị nhám bề mặt (Ra) mà nó tạo ra và những yêu cầu thực tế của ứng dụng. Hướng dẫn này giải thích các loại độ hoàn thiện bề mặt thép không gỉ phổ biến nhất, giá trị Ra tương ứng của chúng và cách lựa chọn độ hoàn thiện phù hợp cho ứng dụng của bạn.
Các ký hiệu độ hoàn thiện bề mặt thép không gỉ có ý nghĩa gì?
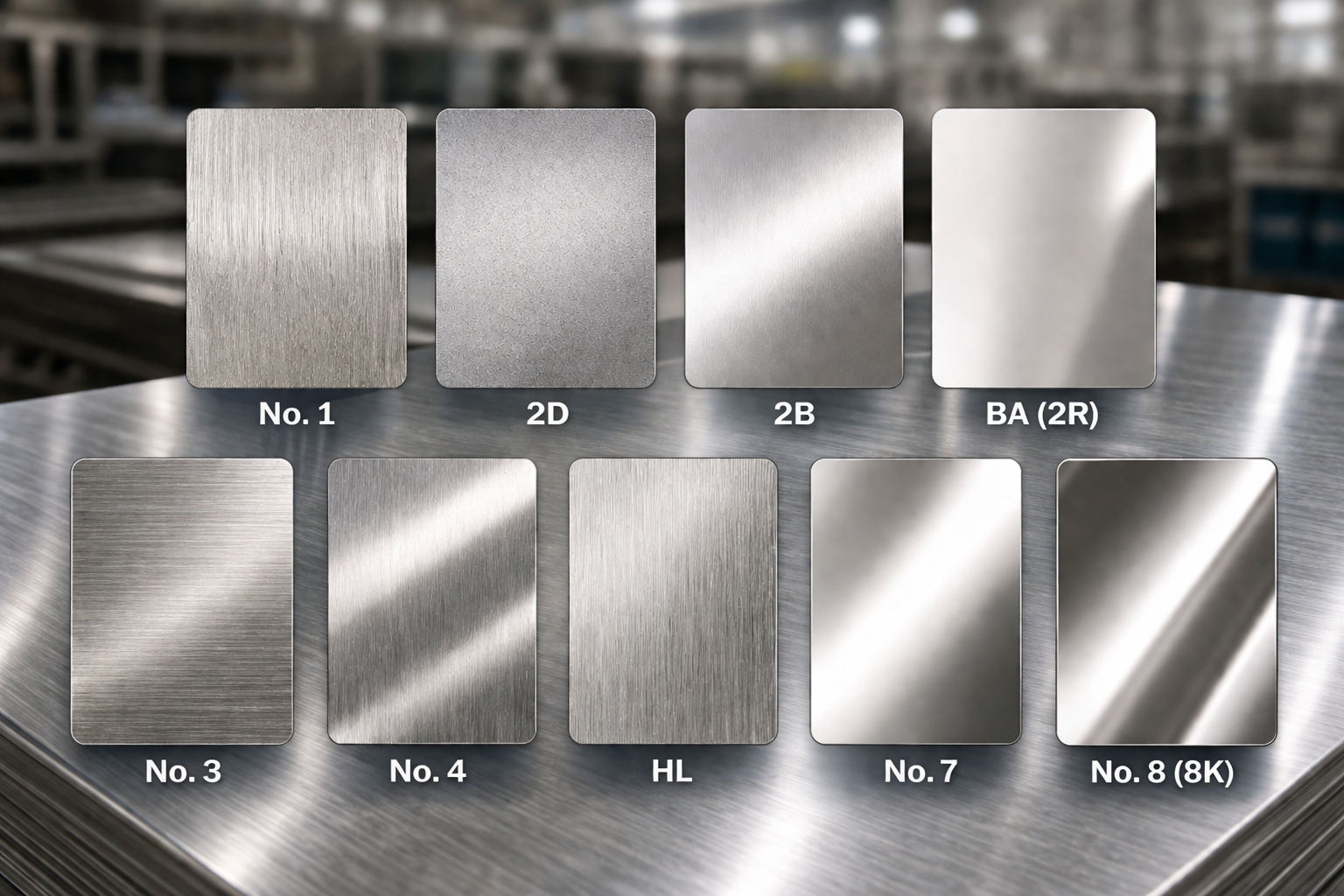
Các ký hiệu độ bóng bề mặt thép không gỉ như 2B, No.4, BA và No.1 tuân theo các tiêu chuẩn công nghiệp phổ biến như ASTM A480. Các ký hiệu này chỉ ra phương pháp gia công vật liệu cũng như đặc tính bề mặt kết quả. Trên thực tế, độ bóng bề mặt thép không gỉ được chia thành hai nhóm chính:
Lớp hoàn thiện nhà máy
Bao gồm các loại No.1, 2D, 2B và BA. Những độ hoàn thiện này được tạo ra trong quá trình cán, ủ và tẩy xỉ tại nhà máy thép.
Bề mặt hoàn thiện cơ học
Bao gồm các loại No.3, No.4, HL, No.7 và No.8. Những độ hoàn thiện này được tạo ra sau đó thông qua các công đoạn mài, đánh bóng và đánh bóng bóng (buffing).
Tham số định lượng quan trọng được sử dụng song song với ký hiệu độ hoàn thiện là Ra, hay độ nhám bề mặt , được đo bằng micromet (µm). Ra mô tả độ lệch trung bình giữa các đỉnh và đáy của bề mặt, và là thông số quan trọng khi quy định thép không gỉ cho các ứng dụng kỹ thuật, vệ sinh và chống ăn mòn.
Các loại độ bóng bề mặt thép không gỉ và giá trị độ nhám Ra
Bảng dưới đây tóm tắt các loại độ bóng phổ biến nhất, giá trị độ nhám điển hình, phương pháp sản xuất, mác thép thường dùng và lĩnh vực ứng dụng.
| Bề mặt hoàn thiện | Danh mục | Quy trình | Ra (µm) | Các cấp độ điển hình | Ứng dụng |
|---|---|---|---|---|---|
| NO.1 | Nhà máy | Cán nóng, ủ, tẩy vảy | 2.0–8.0 | 304, 309, 310, 321 | Kết cấu, thiết bị chịu nhiệt, bộ phận lò nung |
| 2d | Nhà máy | Cán nguội, ủ, tẩy axit | 0.2–1.0 | 304, 316, 430 | Ống công nghiệp, thiết bị, bồn chứa |
| 2B | Nhà máy | Cán nguội, ủ, tẩy axit, cán bóng nhẹ (skin-passed) | 0.1–0.5 | 201, 304, 304L, 316, 316L, 430 | Công nghiệp chung, thiết bị hóa chất, vật liệu nền thực phẩm |
| BA (2R) | Nhà máy | Làm mềm sáng | 0.03–0.1 | 201, 304, 304L, 430 | Tấm trang trí, thiết bị, viền trang trí |
| NO.3 | Máy tính | đánh bóng độ mịn 80–100 | 0.6–1.5 | 304, 316 | Thiết bị chế biến thực phẩm, bề mặt đánh bóng bán thành phẩm |
| NO.4 | Máy tính | đánh bóng độ mịn 120–180 | 0.2–0.8 | 304, 304L, 316, 316L, 430 | Thiết bị nhà bếp, bề mặt tiếp xúc với thực phẩm, kiến trúc |
| HL | Máy tính | Hoàn thiện vân liên tục | 0.1–0.5 | 304, 316, 430 | Tấm trang trí, thang máy, ốp ngoài |
| SỐ 7 | Máy tính | Đánh bóng tinh | 0.1–0.2 | 304, 316 | Bề mặt phản chiếu, ứng dụng trang trí |
| Số 8 | Máy tính | Bề mặt đánh bóng như gương | 0.02–0.1 | 304, 304L, 316, 316L, 2205 | Gương, dược phẩm, sử dụng trong môi trường yêu cầu độ vệ sinh cao |
Các bề mặt thép không gỉ độ bóng 2B đây là bề mặt hoàn thiện tiêu chuẩn và thường được sử dụng làm vật liệu cơ bản để đánh bóng thêm thành các bề mặt số 4, số 7 và số 8.
Cần hỗ trợ lựa chọn độ bóng thép không gỉ phù hợp?
Voyage Metal có thể đề xuất độ bóng, mác thép và lộ trình gia công phù hợp dựa trên ứng dụng, yêu cầu vệ sinh, nhu cầu thẩm mỹ và ngân sách của quý khách.
Yêu cầu báo giáso sánh độ bóng 2B, No.4 và BA của thép không gỉ
Các bề mặt thép không gỉ được chỉ định phổ biến nhất là 2B, No.4 và BA. Mỗi loại phục vụ một mục đích khác nhau về chi phí, ngoại quan, khả năng làm sạch và hiệu suất.
| Bề mặt hoàn thiện | Hình thức | Mức chi phí | Sử dụng điển hình |
|---|---|---|---|
| 2B | Mịn, hơi phản chiếu | Thấp | Thiết bị công nghiệp và quy trình |
| NO.4 | Đã chải | Trung bình | Thiết bị chế biến thực phẩm, thiết bị nhà bếp, kiến trúc |
| BA | Sáng bóng và phản chiếu | Cao hơn | Tấm trang trí, thiết bị gia dụng và ứng dụng chính xác |
Tại sao độ hoàn thiện bề mặt ảnh hưởng đến khả năng chống ăn mòn
Độ hoàn thiện bề mặt không chỉ ảnh hưởng đến vẻ ngoài mà còn đóng vai trò trực tiếp trong khả năng chống ăn mòn của thép không gỉ. Khả năng chống ăn mòn phụ thuộc vào lớp thụ động oxit crôm ổn định hình thành trên bề mặt.
Các bề mặt thô hơn chứa các khe hở vi mô và khuyết tật bề mặt nơi các ion clorua, bụi bẩn và dư lượng chất tẩy rửa có thể tích tụ, làm tăng nguy cơ ăn mòn điểm (pitting corrosion). Ngược lại, các bề mặt mịn hơn với giá trị độ nhám bề mặt Ra thấp hơn cung cấp ít vị trí hơn để tấn công và cải thiện độ ổn định của lớp thụ động.
- Giá trị Ra thấp hơn giúp giảm khả năng giữ lại các chất gây nhiễm bẩn.
- Các bề mặt mịn hơn dễ làm sạch hơn.
- Bề mặt hoàn thiện tốt hơn thường hỗ trợ hiệu suất chống ăn mòn tốt hơn trong các môi trường khắc nghiệt.

Thụ động hóa so với điện phân bóng
Phóng động
Một phương pháp xử lý hóa học nhằm loại bỏ sắt tự do và các chất gây nhiễm bẩn trên bề mặt, phục hồi lớp thụ động mà không làm thay đổi đáng kể độ nhám bề mặt (Ra).
Điện đánh bóng
Một quá trình điện hóa học loại bỏ một lớp kim loại mỏng, làm giảm độ nhám bề mặt (Ra) và tạo ra bề mặt nhẵn mịn hơn, sáng bóng hơn, đồng thời vệ sinh hơn.
Nói chung, quá trình thụ động phù hợp khi độ hoàn thiện hiện có đã đáp ứng yêu cầu kỹ thuật và chỉ cần khôi phục khả năng chống ăn mòn sau khi gia công. Quá trình điện phân được ưu tiên khi yêu cầu độ nhám thấp hơn, khả năng làm sạch tốt hơn hoặc độ bóng cao hơn.
Lựa chọn độ hoàn thiện bề mặt thép không gỉ phù hợp
- Nếu chi phí là yếu tố ưu tiên: chọn loại 2B.
- Nếu yêu cầu về vệ sinh là quan trọng nhất: chọn loại No.4, thép không gỉ đã qua điện phân (electropolished) hoặc giá trị Ra được quy định cụ thể.
- Nếu yếu tố thẩm mỹ là quan trọng: chọn loại BA, HL hoặc bề mặt bóng gương.
- Nếu bề mặt không nhìn thấy được hoặc mang tính kết cấu: chọn số 1 hoặc 2D.
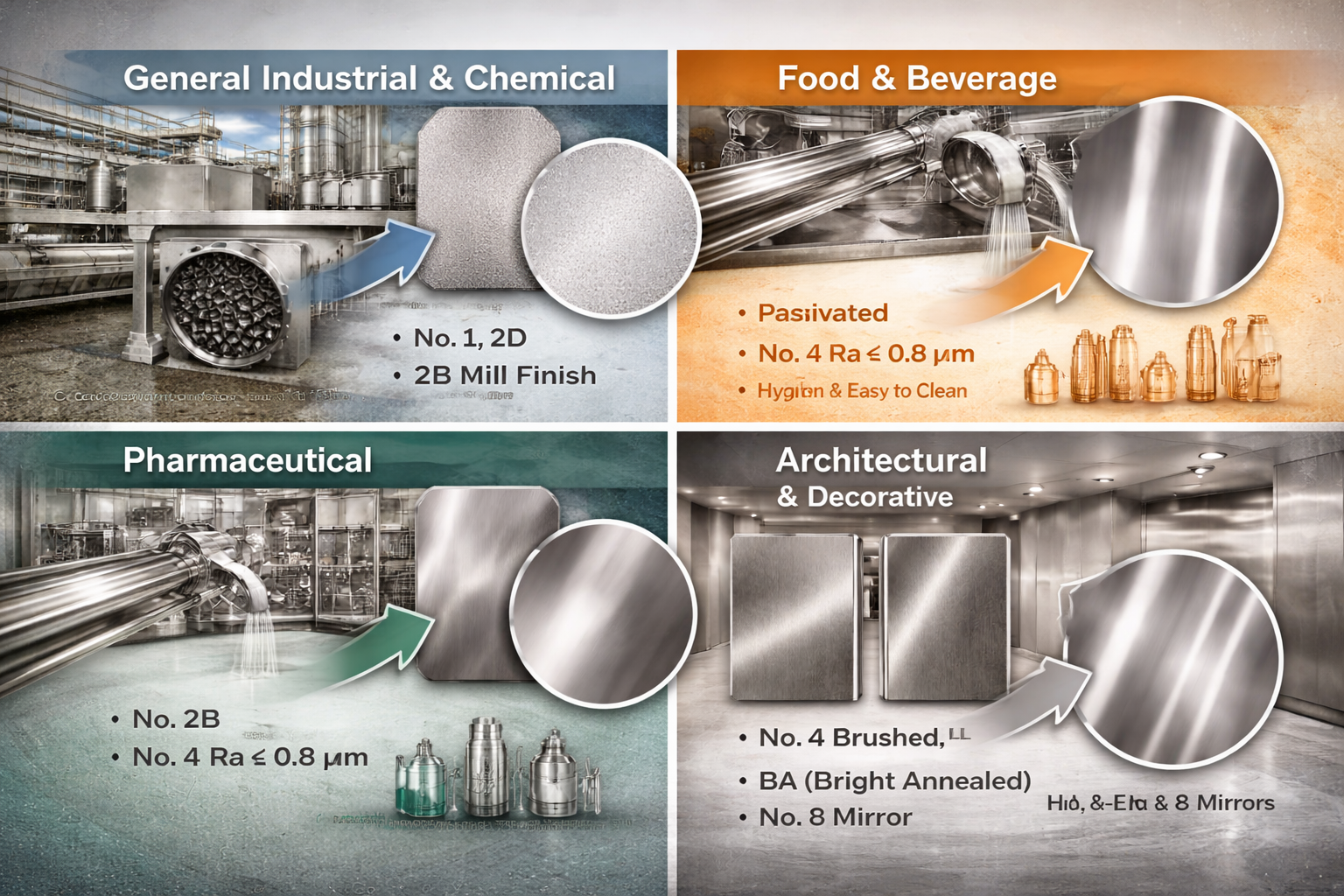
Công nghiệp nói chung
2B thường được sử dụng cho tấm thép không gỉ , cuộn thép không gỉ , bồn chứa và thiết bị quy trình.
Thực phẩm & đồ uống
Bề mặt hoàn thiện loại No.4 hoặc độ nhám bề mặt Ra ≤ 0,8 µm được sử dụng rộng rãi, thường được xử lý thụ động sau khi gia công. Đối với các ứng dụng tiếp xúc với thực phẩm, người mua cũng có thể tham khảo hướng dẫn này hướng dẫn về thép không gỉ đạt tiêu chuẩn thực phẩm .
Dược phẩm
Độ nhám bề mặt Ra ≤ 0,5 µm đối với thép không gỉ được đánh bóng điện hóa thường được quy định cho các bề mặt tiếp xúc với sản phẩm.
Kiến trúc
Các loại bề mặt hoàn thiện No.4, HL, BA hoặc gương được lựa chọn tùy theo yêu cầu về ngoại quan. Những loại bề mặt hoàn thiện này thường được sử dụng trên tấm thép không gỉ và tấm cho các bề mặt nhìn thấy được.
Cách mua tấm hoặc cuộn thép không gỉ với bề mặt hoàn thiện phù hợp
Khi đặt hàng tấm, phôi hoặc cuộn thép không gỉ, người mua cần xác nhận cả mác vật liệu và loại bề mặt hoàn thiện yêu cầu. Cùng một mác thép, ví dụ như 304 hoặc 316L, có thể được cung cấp với nhiều loại bề mặt hoàn thiện khác nhau, bao gồm 2B, BA, No.1, No.4, HL và bề mặt gương.
| Thông tin cần xác nhận | Ví dụ |
|---|---|
| Hình Thức Sản Phẩm | Tấm, phôi, cuộn hoặc dải thép không gỉ |
| Cấp độ | 201, 304, 304L, 316, 316L, 430 hoặc 2205 |
| Hoàn thiện bề mặt | 2B, BA, No.1, No.4, HL, gương hoặc bề mặt đánh bóng theo yêu cầu |
| Kích thước | Độ dày, chiều rộng, chiều dài hoặc trọng lượng cuộn |
| Ứng dụng | Thiết bị chế biến thực phẩm, đồ dùng nhà bếp, tấm ốp thang máy, bồn chứa, vật liệu ốp tường hoặc gia công công nghiệp |
| Tài liệu | Giấy chứng nhận kiểm tra tại nhà máy, yêu cầu về độ nhẵn bề mặt, giá trị Ra (nếu có) |
Yêu cầu thép không gỉ với độ nhẵn bề mặt cụ thể
Gửi cho chúng tôi mác thép, độ dày, chiều rộng, chiều dài, độ nhẵn bề mặt, số lượng và cảng đích. Voyage Metal có thể cung cấp thép không gỉ dạng tấm, bản và cuộn với các độ nhẵn bề mặt 2B, BA, No.4, HL, gương và các loại khác.
Yêu cầu báo giáKết luận
Lớp hoàn thiện bề mặt thép không gỉ không chỉ là một đặc tính về mặt thẩm mỹ mà còn là một thông số kỹ thuật về hiệu năng. Khi đặt hàng vật liệu thép không gỉ, điều quan trọng là phải xác nhận rõ ký hiệu lớp hoàn thiện, giá trị độ nhám bề mặt Ra tối đa và việc có yêu cầu thụ động hóa (passivation) hoặc đánh bóng điện hóa (electropolishing) sau gia công hay không.
Chưa chắc chắn lớp hoàn thiện nào phù hợp với dự án của bạn? Gửi bản vẽ hoặc thông số kỹ thuật của bạn. Voyage Metal có thể đề xuất độ nhẵn bề mặt, mác thép không gỉ và giải pháp gia công phù hợp nhất cho ứng dụng của bạn.
Các câu hỏi thường gặp
Sự khác biệt giữa lớp hoàn thiện thép không gỉ 2B và No.4 là gì?
2B là lớp hoàn thiện cán mịn phổ biến trong các ứng dụng công nghiệp và quy trình sản xuất, trong khi No.4 là lớp hoàn thiện được đánh bóng cơ học theo kiểu vân chải, thường được sử dụng cho thiết bị chế biến thực phẩm, bề mặt nhà bếp và tấm ốp kiến trúc. Lớp No.4 thường có vân rõ hơn và chi phí hoàn thiện cao hơn lớp 2B.
Giá trị Ra nào được coi là đạt tiêu chuẩn thực phẩm đối với thép không gỉ?
Trong nhiều ứng dụng thực phẩm và đồ uống, giá trị mục tiêu được chấp nhận phổ biến là Ra ≤ 0,8 µm. Đối với các hệ thống vệ sinh nghiêm ngặt hơn như thiết bị chế biến sữa, công nghệ sinh học hoặc dược phẩm, có thể yêu cầu các giá trị Ra thấp hơn như 0,5 µm hoặc thấp hơn.
Bề mặt hoàn thiện 2B có phù hợp cho thiết bị thép không gỉ đạt tiêu chuẩn thực phẩm không?
Có thể phù hợp, nhưng chỉ khi giá trị độ nhám đã được xác minh đáp ứng các yêu cầu về vệ sinh và thiết kế cho phép làm sạch đúng cách. Trong nhiều trường hợp, người mua thường ưu tiên bề mặt hoàn thiện No.4 hoặc bề mặt đã qua điện phân (electropolished) cho các thiết bị tiếp xúc trực tiếp với sản phẩm vì những loại bề mặt này mang lại khả năng làm sạch dự báo được tốt hơn.
Các mác thép không gỉ nào thường có sẵn ở dạng hoàn thiện 2B và No.4?
Các mác thép thông dụng bao gồm 201, 304, 304L, 316, 316L và 430. Bề mặt hoàn thiện có thể khác nhau tùy thuộc vào hình dạng sản phẩm, độ dày và điều kiện cung ứng của nhà máy.
Bề mặt hoàn thiện BA trên thép không gỉ là gì?
Thép không gỉ hoàn thiện BA là loại vật liệu được ủ sáng bóng trong lò nung có kiểm soát môi trường. Nó có bề mặt nhẵn bóng, phản chiếu và thường được sử dụng cho các tấm trang trí, thiết bị gia dụng và các bộ phận chính xác.
Việc điện phân đánh bóng có cải thiện khả năng chống ăn mòn không?
Có. Điện phân đánh bóng có thể cải thiện khả năng chống ăn mòn bằng cách làm nhẵn bề mặt, giảm các khe hở vi mô và cải thiện điều kiện bề mặt của lớp thụ động. Phương pháp này được sử dụng rộng rãi trong các hệ thống dược phẩm, bán dẫn và các quy trình yêu cầu độ tinh khiết cao.
Độ hoàn thiện bề mặt thép không gỉ nào nhẵn nhất?
Thép không gỉ được đánh bóng gương số 8 và đánh bóng điện hóa là một trong những loại bề mặt nhẵn mịn nhất thường được sử dụng. Những loại bề mặt này thường được lựa chọn cho các ứng dụng dược phẩm, trang trí và vệ sinh cao.
Làm thế nào để tôi chọn độ hoàn thiện bề mặt thép không gỉ phù hợp cho dự án của mình?
Bạn nên đánh giá bốn yếu tố: môi trường ăn mòn, yêu cầu về vệ sinh, tính thẩm mỹ và ngân sách. Ví dụ, bề mặt 2B thường đủ đáp ứng cho các ứng dụng công nghiệp, bề mặt No.4 được ưu tiên sử dụng trong nhiều ứng dụng tiếp xúc với thực phẩm, còn bề mặt điện phân hoặc bề mặt gương được lựa chọn khi cần độ nhẵn cao hơn hoặc tính thẩm mỹ cao cấp hơn. Đối với các dự án phức tạp, tốt nhất nên xác nhận rõ cả ký hiệu độ bóng và giá trị Ra tối đa trước khi đặt hàng.