




Hosszra vágott rozsdamentes acélcső: Vágási módszerek, tűrések és ajánlatkérési útmutató
A hosszra vágott rozsdamentes acélcső megrendelési lapon egyszerűnek tűnhet, de a vágási részletek hatással lehetnek az hegesztési illeszkedésre, az összeszerelés sebességére, a fémforgácsok eltávolítására, a felületi minőségre, a csomagolásra, az ellenőrzésre és a projekt végső költségére.
Az ipari vásárlók számára a kérdés nem csupán az, hogyan kell vágni a rozsdamentes acélcsöveket. A fontosabb kérdés azonban az, hogyan kell egyértelműen meghatározni a vágási hosszt, a tűréseket, a végfelület állapotát, a dokumentációt és a csomagolást ahhoz, hogy a beszállítók azonos tartományra adjanak árajánlatot.
Gyors válasz
A rozsdamentes acélcsöveket fogófűrész, hidegfűrész, csiszolófűrész, forgó csővágó, lézer, plazma vagy egy beszállító hosszra vágási feldolgozó szolgáltatása segítségével lehet vágni. A legtöbb B2B-megrendelés esetében egyenes hosszúságú darabok vágására általában fűrészelt technikát alkalmaznak, míg speciális profilok, lyukak, horpadások vagy gyártási munkák esetén a lézeres vagy plazmás feldolgozás alkalmasabb.
A megfelelő vágási módszer a minőségi osztálytól, a külső átmérőtől, az NPS-től, az üresjárat-szabványtól (schedule), a falvastagságtól, a szükséges hossztűréstől, a végfelület állapotától, a rendelt mennyiségtől, a felületi minőségtől és a további felhasználástól függ. A vásárlók nemcsak „rozsdamentes cső méretre vágva” kérést nyújthatnak be. Egy teljes ajánlatkérési dokumentum (RFQ) tartalmaznia kell a minőségi osztályt, a méretet, a hosszat, a tűrést, a maradékanyag-kezelést (burr control), a végfelület előkészítését, az ellenőrzést, a minőségi tanúsítványokat (MTC), a csomagolást és a szállítási célt.
Fontos végeztek a vevők számára
- A vágási módszernek illeszkednie kell a cső minőségi osztályához, falvastagságához, átmérőjéhez, mennyiségéhez és végső alkalmazásához.
- Szalagfűrész és hidegvágó fűrész a leggyakoribb választások a méretre vágott rozsdamentes acélcsövek rendelésekor.
- A maradékanyagok (burrs), a merőlegesség hiánya, a hőhatás nyomai és a felületi karcolások további munkát okozhatnak hegesztés vagy összeszerelés közben.
- Egy hasznos ajánlatkérési dokumentum (RFQ) meghatározza a tűrést, a végfelület állapotát, a felületvédelmet, a csomagolást, a nyomon követhetőséget és a minőségi tanúsítványok (MTC) követelményeit.
Miért fontosak a rozsdamentes acélcsövek vágására vonatkozó részletek
Sok projektben a vágott vég az első hely, ahol problémák merülnek fel. Egy cső megfelelhet a megfelelő lejtésnek és méretnek, de ha a vágás durva, nem merőleges, erősen fűrészfogas vagy szennyeződött a feldolgozás során, a vevő továbbra is hegesztési résekkel, szerelési késésekkel, újrafeldolgozással vagy a végfelhasználó panaszával szembesülhet.
Ez különösen fontos a gyártáshoz, mechanikai szerkezetekhez, vízrendszerekhez, korlátként használt elemekhez, élelmiszeripari berendezésekhez, vegyipari berendezésekhez, tengeri alkatrészekhez és általános ipari gyártáshoz használt rozsdamentes acélcsövek esetében. Egy díszítő hüvelyként használt cső nem igényel ugyanolyan szélelvállalást, mint egy olyan cső, amelyet egy keretbe hegesztenek vagy csatlakozóelemekhez kapcsolnak.
A minőségi osztályozás is számít. A gyakori anyagok, például a 304-es és a 316-os rozsdamentes acélcsövek széles körben feldolgozott termékek, de az átmérő, a falvastagsági osztály (schedule), a keménység, a felületi minőség és az üzemeltetési környezet továbbra is befolyásolja a vágási útvonalat. A duplex vagy nagy teljesítményű rozsdamentes acélminőségek különösen óvatos kezelést igényelnek, különösen akkor, ha a projekt követelményei között szerepel a korroziónállóság és a nyomkövethetőség.
Ha szabványos vagy egyedi hosszúságú darabokat vásárol, először a kiindulási termék műszaki leírásával kezdje. A vásárlók áttekinthetik az elérhető csőválasztékokat a rozsdamentes acélcső weboldalról, majd a projekt rajza vagy a beszerzési szabvány alapján hozzáadhatják a vágási, ellenőrzési és csomagolási részleteket.

Gyakori rozsdamentes acélcsövek vágási módszerei
Szalagfűrész-vágás
A szalagfűrész-elválasztás az egyik leggyakorlatiasabb módszer ipari, hosszra vágott rozsdamentes acélcsövek gyártására. Általában általános csőhosszak, közepes és nagy átmérők, vegyes méretek és készletfeldolgozás esetén használják. Megfelelő rögzítéssel, fűrészlap-kiválasztással és előtolás-vezérléssel elfogadható hosszszabályozást és sok gyártási megrendeléshez alkalmazható vágott szélt tud biztosítani.
A vásárlók számára a megerősítendő fő pontok a hosszeltérés, a merőlegesség, a forgács eltávolítása, valamint az, hogy a szállító elkülöníti-e és címkézi-e a különböző hosszúságú darabokat. A szalagfűrész-elválasztás gyakori eljárás, de a végső minőség továbbra is a gép beállításától és a vágás utáni kezeléstől függ.
Hideg fűrészes vágás
A hideg fűrész-elválasztást gyakran preferálják akkor, amikor tisztább vágott szélek és ismétlődő hosszak szükségesek, különösen kisebb és közepes méretű csövek és csövek esetén. Pontosabb vágást eredményez, mint a durva csiszoló vágás, és akkor hasznos, ha a végfelület minősége fontos az összeszereléshez, hegesztéshez vagy látható alkatrészekhez.
Gyártási rendeléseknél a hideg vágás jó megoldás lehet, ha a ismételhetőség fontos. A vevőknek továbbra is meg kell adniuk a csiszolást, a tűrést és a felületvédelmet, ne feltételezzék, hogy ezek a szolgáltatások automatikusan beletartoznak.
Köszörűs vágás
A köszörűs vágás alkalmazható építési helyszíni munkákhoz, gyors üzemi vágáshoz vagy kevésbé igényes alkalmazásokhoz. Hátránya, hogy hőnyomokat, forgácsmaradványokat, elszíneződést és durvább éleket hagyhat. Ha rozsdamentes csöveket hegesztenek, menetelnek, políroznak vagy látható szerelésben használnak, akkor a köszörűs vágás általában további utómunkát igényel.
Fontos elkerülni a szennyeződést is. A szénacélra használt köszörűkorongok, rögzítők vagy eszközök vas szennyeződést vihetnek be a rozsdamentes felületekre. A korrózióra érzékeny alkalmazásoknál a rozsdamentes anyagokhoz kompatibilis kezelési és tisztítási eljárásokról beszélgetni kell a rendelés leadása előtt.
Forgó csővágás
A forgó csővágók kis átmérőjű vagy vékonyfalú csövek és csövek számára alkalmasak. Megfelelő használat esetén tiszta vágásokat eredményeznek, de nem univerzális megoldást nyújtanak. Egyes vékonyfalú anyagoknál enyhén deformálhatják a cső végét, ami problémát jelenthet, ha a csőbe szerelvényeket, betéteket vagy pontos összeszerelési alkatrészeket kell illeszteni.
Lézer- és plazmafeldolgozás
A lézer- és plazmafeldolgozás gyakoribb akkor, ha a projekt lyukakat, horpadásokat, profilokat, nyeregformájú vágásokat vagy speciális alakzatokat igényel, nem pedig egyszerű egyenes hosszúságú vágásokat. A lézervágás tiszta és pontos eredményt adhat megfelelő méretű és falvastagságú darabok esetén. A plazmavágás nagyobb vagy nehezebb munkadarabok esetén lehet hasznos, de a hőhatásra kialakult él esetleg csiszolást, tisztítást vagy további előkészítést igényel.
Szabványos egyenes hosszúságok esetén a lézer- vagy plazmavágás nem feltétlenül a leggazdaságosabb választás. Azonban gyártott csőalkatrészeknél csökkenthetik a későbbi feldolgozási munkát, ha a vágási program, a rajz és az ellenőrzési követelmények egyértelműek.
A rozsdamentes acélcsövek vágási módszereinek összehasonlítása
Az alábbi táblázat a gyakori rozsdamentes acélcsövek vágási módszereit hasonlítja össze a beszerzési és gyártási szempontból.
| Vágási módszer | Tipikus használat | Élek minősége | Tolerancia ellenőrzés | Vevői megjegyzések |
|---|---|---|---|---|
| Szalagfűrész-vágás | Általános hosszra vágott csövek, közepes és nagyobb méretek, készletfeldolgozás | Általában elfogadható a peremek eltávolítása után | Jó választás, ha a rögzítés és a beállítás ellenőrzött | Ellenőrizze a merőlegességet, a peremek eltávolítását, a hosszmérés jelölését és a csomagolási módot |
| Hideg fűrészes vágás | Ismétlődő hosszak, kisebb és közepes méretek, tisztább végfelület-igények | Tisztább és jobban szabályozott, mint a durva vágás | Jó választás sorozatgyártáshoz | Gyakran alkalmas, ha a ismételhetőség és az él megjelenése fontos |
| Koptató vágás | Helyszíni munka, durva vágás, kevésbé igényes műhelyvágások | Maradhatnak csipék, hőhatásos foltok és durva élek | Erősen függ az operátortól és a beállítástól | Érdeklődjön a tisztításról, a szennyeződés-ellenőrzésről, valamint arról, hogy elfogadható-e a hő okozta elszíneződés |
| Forgó csővágó | Kis átmérőjű vagy vékonyfalú csövek és csővezetékek | Tisztán is lehet vágni, de egyes csővégeket deformálhat | Jó a megfelelő méretekhez | Ellenőrizze a megfelelőséget, ha a csőnek illeszkednie kell beillesztésekre, gyűrűkbe, csatlakozókba vagy szoros összeállításokba |
| Lézeres vágás | Speciális profilok, lyukak, horpadások, pontos csőalkatrészek | Tisztítás, ha a paramétereket szabályozzák | Magas a megfelelő projektek esetén | Legjobban akkor érdemes figyelembe venni, ha rajzok vagy ismételhető profilok szükségesek |
| Plazma vágás | Nagyobb átmérőjű csövek, profilozott munkadarabok, gyártási vágás | A hőhatásra kialakult él tisztítást igényelhet | A géptől, rögzítőberendezéstől és a munkavállalótól függ | Egyes gyártási feladatokhoz hasznos, de nem mindig ideális tiszta, derékszögű végképzéshez |
Vágható-e rozsdamentes acélcső égővel?
A legtöbb tisztasági követelményeket támasztó gyártási vagy pontosan méretre vágott alkalmazás esetén a lángvágás nem az ajánlott megoldás rozsdamentes acélcsövek esetében. A szabályozatlan hőhatás oxidációt, elszíneződést, durva éleket és további csiszolási munkát eredményezhet. Ha a csövet hegeszteni, menetelni, tömíteni, polírozni vagy látható szerelésben használni fogják, akkor a vevők általában fűrészvágást, szabályozott mechanikus vágást vagy megfelelő gyári feldolgozást kérnek helyette.
A hővel végzett vágás továbbra is alkalmazható bontási munkákhoz, durva eltávolításhoz vagy nem kritikus terepi feladatokhoz. Ez eltér attól, amikor kész rozsdamentes acélcsöveket rendelnek ipari projekthez. Amikor a korrózióállóság egyik oka a rozsdamentes acél választásának, akkor – amennyire lehetséges – kerülni kell a felesleges hőkárosodást és a felületi szennyeződést.
Szélesebb anyagválasztáshoz a vevők összehasonlíthatják a rozsdamentes lehetőségeket rostmentes acél anyagok itt. A vágási követelmény azonban mindig összefüggésbe hozandó az aktuális minőséggel, a rajzzal, a gyártási útvonallal és a használati környezettel.
Tűrés, derékszögűség, élképződés ellenőrzése és végfelület-előkészítés
A hossztűrés egyértelműen meg kell adni a kérelemben (RFQ) vagy a rajzon. Durva gyártáshoz elfogadható lehet laza tűrés, míg a keretösszeszerelés, hegesztett csőcsomók, berendezésalkatrészek vagy megmunkált alkatrészek esetében szigorúbb tűréstartomány szükséges. Ha a projekt rajzán meg van adva tűrés, ne cserélje ki általános megjegyzéssel, például „pontosan vágva”. Küldje el a tényleges tűrést.
A derékszögűség ugyanolyan fontos, mint a hossz. Egy kis szöggel vágott cső hegesztéskor egyenetlen hézagokat eredményezhet, illetve nehézzé teheti az összeszerelést. Ez akkor nem feltétlenül tűnik fel, amikor az anyagot csomagolják, de nyilvánvalóvá válik, amikor a gyártási csapat elkezdi az alkatrészek illesztését.
A szélek eltávolítását is meg kell határozni. A külső szélek sérthetik a szomszédos alkatrészeket, vagy akadályozhatják az összeszerelést. A belső szélek csökkenthetik az áramlást, zavarhatják a beillesztett alkatrészeket, vagy tisztítási problémákat okozhatnak. Az alkalmazástól függően a vásárlók külső széleltávolítást, belső széleltávolítást, lekerekítést, ferde élkészítést vagy tiszta, merőleges végfelületeket kérhetnek.
A csiszolt, dörzsölt vagy látható rozsdamentes csöveknél a felületvédelem külön figyelmet érdemel. Védőfólia, elkülönített csomagolás, puha távtartók, műanyag végkupakok vagy gondos köteles csomagolás szükséges lehet a karcolódások csökkentéséhez a kezelés és a kiviteli szállítás során.
Gyakori ajánlatkérési részletek hosszra vágott rozsdamentes acélcsövek esetén
Egy jó rozsdamentes acélcső-ajánlatkérésnek úgy kell megfogalmaznia a feladatot, hogy a szállító a teljes munkát tudja árazni, nem csupán az alapanyagot. Az alábbi táblázat a vásárlók által általában megadott tipikus információkat mutatja.
| RFQ-tétel | Mit kell meghatározni | Példa megfogalmazásra |
|---|---|---|
| Anyagminőség | 304, 304L, 316, 316L, duplex vagy projektminőségű | 316L rozsdamentes acélcső, szükség esetén ASTM A312 szerint |
| Csőtípus | Hegesztetlen vagy hegesztett cső | Hegesztetlen rozsdamentes acélcső, 40-es ütemezés |
| Méret | OD vagy NPS, falvastagság, üzemeltetési ütemterv | NPS 2, Sch 10S, vagy OD 60,3 mm megadott falvastagsággal |
| Vágási hossz | Szükséges hossz és darabszám hosszonként | 1200 mm-es hosszra vágva, 500 db |
| Tűrés | Hosszeltérés, merőlegesség, rajzi előírások | Hosszeltérés a rajz vagy a projekt előírásai szerint |
| Végállapot | Simítatlan vég, lekerekített élek, lekerekített, ferde végfelület, tiszta, merőleges vágás | Mindkét vég lekerekített, nincsenek éles peremek |
| Felületi minőség | Gyári felület, csiszolt, polírozott, savmaradék-mentesített, védett felület | Fénytelenített felület, véd a karcolások ellen a csomagolás során |
| Dokumentumok | Gyártási minőségigazolás (MTC), hőkezelési szám, ellenőrzési jegyzőkönyv, nyomon követhetőség | Gyártási minőségigazolás (MTC) szükséges a hőkezelési szám nyomon követhetőségével együtt |
| Csomagolás | Kötött csomagok, védőkupakok, vízálló burkolat, címkék, raklapok | Exportcsomagolás egyértelmű címkézéssel minden hosszúságra |
| Szállítási Részletek | Célország, szállítási feltételek, kikötő, cél-időkeret | Ajánlat FOB Sanghaj és CIF célkikötő |
A szokásos 304-es és 316-os rozsdamentes acél rendeléseknél a vásárlók áttekinthetik az ajánlatot is 304-es és 316-os rozsdamentes acél szállítása mérnöki felhasználásra a minőség kiválasztásának igazítása a felhasználási területhez, a termék formájához és a projekt környezeti feltételeihez.
Vásárlói ellenőrzőlista árajánlat-kérés előtt
A hosszra vágott rozsdamentes acélcsövekkel kapcsolatos lekérdezés elküldése előtt készítse elő az alábbi adatokat:
- Minőség: 304, 304L, 316, 316L, duplex, szuperduplex vagy projekt által megadott rozsdamentes acélminőség.
- Cső típusa: egyszerű (varratmentes) rozsdamentes acélcső vagy hegesztett rozsdamentes acélcső.
- Szabvány: ASTM A312, ASTM A269, EN 10216-5, EN 10217-7, ASME, ISO vagy szükség esetén projekt-specifikus szabvány.
- Méret: külső átmérő (OD) vagy névleges csőátmérő (NPS), falvastagság, üzemanyag-szabvány (schedule), szükséges hossz és mennyiség.
- Tűrések: hossztűrés, merőlegesség, egyenesesség és bármely rajzi előírás.
- Végállapot: sima vég, letörölt vég, lekerekített vég, ferde vég vagy tiszta, derékszögű vágás.
- Felületi minőség: gyári felület, dörzsölt, polírozott, savmaradék-mentesített (pickled), passzivált (ha szükséges), vagy védett felület.
- Gyártási útvonal: hegesztés, menetkészítés, hajlítás, megmunkálás, fúrás, összeszerelés vagy telepítés.
- Szervizkörnyezet: beltéri, kültéri, tengeri, vegyipari, élelmiszeripari berendezésekhez, magas páratartalom vagy magas hőmérséklet.
- Dokumentáció: anyagvizsgálati tanúsítvány (MTC), hőszám, ellenőrzési jelentés, nyomon követhetőség vagy ügyfél-specifikus dokumentumok.
- Csomagolás: kötegelt védőcsomagolás, műanyag kupakok, vízálló burkolat, címkék, fa raklapok vagy export dobozok.
- Kereskedelmi részletek: minimális rendelési mennyiség (MOQ), próbarendelés mennyisége, ismételt rendelési terv, célkikötő és szállítási határidő.
Gyakori hibák, amelyeket a vásárlóknak el kell kerülniük
Csak a „méretre vágott” megrendelés kérése
a „méretre vágott” megrendelés nem elegendő komoly ipari megrendeléshez. A szállítónak ismernie kell az anyag minőségét, a cső típusát, a falvastagságot, a szabványosított falvastagsági osztályt (schedule), a hosszat, a tűrést és a végfelület állapotát. Ezek nélkül a részletek nélkül két árajánlat hasonlóan nézhet ki, de nagyon eltérő feldolgozási szintet takarhat.
A belső maradékanyag figyelmen kívül hagyása
A külső maradékanyag könnyen látható. A belső maradékanyagot könnyebb észrevenni. Ha a cső folyadékot szállít, csatlakozókat kap, betéteket tartalmaz vagy tiszta belső felületet igényel, akkor a belső maradékanyag eltávolítását fel kell tüntetni a megkérdezési kérelemben (RFQ).
Árak összehasonlítása a kör megerősítése nélkül
Egy beszállító belefoglalhatja a csiszolást, jelölést, ellenőrzést, anyagvizsgálati tanúsítványokat (MTC) és az exportcsomagolást is. Egy másik csak nyers csövek vágott darabjait kínálja. A legalacsonyabb ár kiválasztása előtt ellenőrizze, hogy a vágási és szállítási körbe milyen szolgáltatások tartoznak.
Különböző hosszúságú darabok csomagolásának megerősítése nélkül
A különböző hosszúságú vágott darabok zavart okozhatnak a beérkezés és a szerelés során. A vásárlóknak egyértelmű címkézést, hossz szerinti szétválogatást, csomagolási listákat és kötegek azonosítását kell kérniük, különösen nagyobb projektek vagy ismételt rendelések esetén.
A végső alkalmazáshoz nem megfelelő vágási módszer alkalmazása
Egy durva vágás elfogadható lehet nem kritikus terepi gyártás esetén, de nem feltétlenül megfelelő látható szerelvényekhez, pontos illesztéshez, szanitári berendezésekhez vagy korrozión érzékeny alkalmazásokhoz. A végleges felhasználásnak kell meghatároznia a vágási módszert.
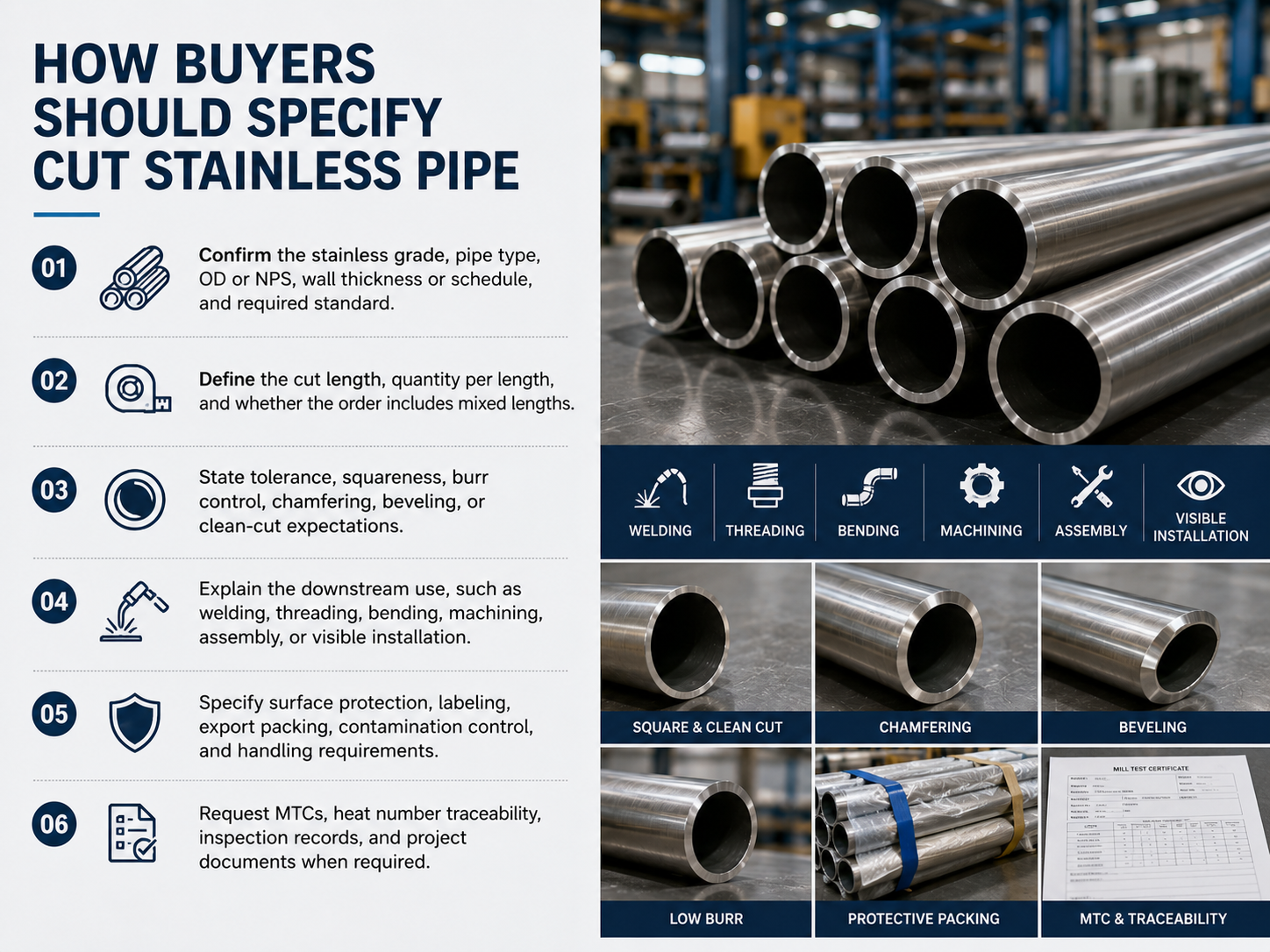
Hogyan adják meg a vásárlók a vágott rozsdamentes acélcsöveket
- Erősítse meg a rozsdamentes acél minőségét, a cső típusát, az OD-t vagy NPS-t, a falvastagságot vagy ütemtervet, valamint a szükséges szabványt.
- Határozza meg a vágási hosszt, a hosszegységre jutó mennyiséget, valamint azt, hogy a rendelés vegyes hosszúságú elemeket tartalmaz-e.
- Adja meg a tűréshatárt, a derékszögűséget, a forgácsolási élképződés (burr) ellenőrzését, a lekerekítést (chamfering), a ferde vágást (beveling) vagy a tiszta vágás elvárásait.
- Magyarázza el a további feldolgozás célját, például hegesztés, menetkészítés, hajlítás, megmunkálás, összeszerelés vagy látható felszerelés.
- Határozza meg a felületvédelmi követelményeket, a címkézést, a kiviteli csomagolást, a szennyeződés-ellenőrzést és a kezelési előírásokat.
- Kérje a minőségi tanúsítványokat (MTC), a hőszám nyomon követését, az ellenőrzési jegyzőkönyveket és a projekt dokumentumokat, ha szükséges.
Beszállító jóváhagyása: Mit kell ellenőrizniük a vásárlóknak
A rozsdamentes acélcsöveket szállító beszállító jóváhagyása előtt ellenőrizze, hogy az ajánlat egyértelműen elkülöníti az anyagár, a vágás, a forgácsolási él eltávolítása (deburring), az ellenőrzés, a csomagolás és a szállítás feltételeit. Ez pontosabb ár-összehasonlítást tesz lehetővé, és segít elkerülni a vitákat a gyártás után.
Kérdezze meg, hogy a beszállító hogyan szabályozza a ismétlődési hosszt, hogyan jelölik a darabolásra szánt darabokat, és hogyan csomagolják a különböző hosszúságú darabokat. Export rendeléseknél a csomagolás nem apró részlet. A gyenge csomagolás karcolásokat, keveredett hosszakat, sérült végfelületeket, nedves kötegeket vagy az azonosítás hiányát eredményezheti érkezéskor.
Ipari berendezésekhez, gépek szerkezeteihez, tartókhoz, vázakhoz és gyártási rendszerekhez a csövek igényeit együtt kell átismételni a végső munkakörnyezettel. Kapcsolódó alkalmazási információk a következő alatt találhatók: ipari gyártás .
A szállítási határidő változhat a minőségi osztálytól, az átmérőtől, a falvastagságtól, a felületi minőségtől, a rendelt mennyiségtől, a vágási munkaigénytől és a tanúsítvány-követelményektől függően. Az árakat és a szállítási költségeket mindig az aktuális készletállomány és az aktuális piaci körülmények alapján kell megerősíteni a rendelés leadása előtt.
GYIK
Hogyan vágjunk rozsdamentes acélcsövet ipari gyártáshoz?
Ipari gyártáshoz a rozsdamentes acélcsöveket általában szalagfűrésszel, hidegfűrésszel, megfelelő forgóvágóval vagy szabályozott műhelyi feldolgozással vágják. A legmegfelelőbb módszer a minőségtől, az átmérőtől, a falvastagságtól, a tűréstől, a csiszolási élképződés (burr) mértékétől, a végfelület állapotától és a további feldolgozási lépésektől függ, például hegesztéstől, menetkészítéstől vagy összeszereléstől.
Mi a legjobb módszer a hosszra vágott rozsdamentes acélcsövek készítésére?
Sok egyenes, hosszra vágott rendelés esetén a szalagfűrész- vagy hidegfűrész-vágás gyakorlatias és költséghatékony megoldás. A hidegfűrész-vágást akkor részesítik előnyben, ha tisztább vágási élek és ismétlődő hosszak fontosak. A lézeres vagy plazma-feldolgozás inkább speciális profilok, furatok vagy gyártott csőalkatrészek esetén alkalmas.
Vágható-e rozsdamentes acélcső égővel?
Az égővel végzett vágás általában nem ajánlott tisztább minőségű rozsdamentes acélcsövek rendeléséhez, mivel oxidációt, elszíneződést, durva széleket és további takarítási munkát eredményezhet. A megrendelt anyagok esetében a vevők általában fűrészvágást, szabályozott mechanikus vágást vagy megfelelő gyári feldolgozást kérnek.
Milyen vágási tűrést kell megadniuk a vevőknek?
A tűrésnek meg kell felelnie a projekt rajzának, az összeszerelési követelményeknek vagy a beszerzési specifikációnak. A vevőknek meg kell határozniuk a szükséges hossztűrést, a merőlegességet, az ellenőrzés módszerét, valamint azt, hogy szükségesek-e az ellenőrzési dokumentumok.
Hogyan ellenőrizhetők a rozsdamentes acélcsövek vágása után keletkező fémforgácsok (burrok)?
A burrok megfelelő vágólap kiválasztásával, vágási sebességgel, rögzítéssel, előtolással és a vágás utáni forgácseltávolítással ellenőrizhetők. A vevők igényelhetnek külső forgácseltávolítást, belső forgácseltávolítást, lekerekítést, ferde élkészítést vagy tiszta, merőleges vágási végeket az alkalmazási területtől függően.
Mit kell tartalmaznia egy rozsdamentes acélcsőre vonatkozó árajánlat-kéréssel (RFQ)?
Egy teljes árajánlat-kérésnek tartalmaznia kell a minőségi osztályt, a cső típusát, a szabványt, az OD-t vagy az NPS-t, a falvastagságot vagy az üresjáratot (schedule), a vágási hosszat, a tűrést, a mennyiséget, a végállapotot, a felületi minőséget, a csomagolást, a rendeltetési helyet, a megkívánt szállítási határidőt, az anyagvizsgálati tanúsítvány (MTC) követelményeit, valamint – ha rendelkezésre állnak – a rajzokat.
Melyik jobb választás vágott hosszúságú rendeléseknél: a 304-es vagy a 316-os rozsdamentes acélcső?
A 304-es és a 316-os rozsdamentes acélcsövek egyaránt szállíthatók vágott hosszúságban. A 304-es általában általános gyártási és mérnöki projektekhez használatos, míg a 316-os kiválóbb korrózióállóságot nyújt tengeri, vegyipari és magas páratartalmú környezetekben. A végső döntést a használati környezet és a projekt szabványa alapján kell meghozni.
Összegzés
Fontos ismerni a rozsdamentes acélcsövek vágásának módját, de a megfelelően vágott cső beszerzése többet igényel, mint egy vágószerszám kiválasztása. Ipari rendeléseknél a vágási körnek meg kell felelnie a minőségi osztálynak, a cső típusának, a falvastagságnak, a hossztűrésnek, a végállapotnak, a felületi minőségnek, a gyártási útvonalnak, a használati környezetnek, a csomagolásnak és a dokumentációs követelményeknek.
Ha hosszra vágott rozsdamentes acélcsövekre van szüksége, adja meg a szállítónak az anyagminőséget, a külső átmérőt (OD) vagy névleges csőméretet (NPS), a csőfal vastagságát (schedule) vagy a falvastagságot, a szükséges hosszat, a tűrést, a peremkezelést, a mennyiséget, a csomagolási módot, a rendeltetési helyet és az anyagvizsgálati tanúsítvány (MTC) követelményeit. A pontos megrendelési specifikációk csökkentik az árajánlatok közötti különbségeket, a gyártási késedelmeket és a szállítás utáni újrafeldolgozást.
Árajánlat kérése hosszra vágott rozsdamentes acélcsövekhez
A Voyage Metal ipari, mérnöki, szerelési és exportprojektekhez szükséges rozsdamentes acélcsöveket szállít. Küldje el projektjének árajánlatához az anyagminőséget, a külső átmérőt (OD) vagy névleges csőméretet (NPS)-t, a csőfal vastagságát (schedule) vagy a falvastagságot, a vágási hosszt, a tűrést, a végfelület állapotát, a mennyiséget, a rendeltetési helyet, a csomagolást, a szállítási határidőt és az anyagvizsgálati tanúsítvány (MTC) követelményeit.
Rozsdamentes acélcső árajánlatának kérése