




لمبائی کے لحاظ سے کاٹی گئی سٹین لیس اسٹیل کی پائپ: کاٹنے کے طریقے، قبول کردہ غلطیاں، اور RFQ گائیڈ
خریداری کے آرڈر میں لمبائی کے لحاظ سے کاٹی گئی سٹین لیس اسٹیل پائپ سادہ نظر آتی ہے، لیکن کٹنگ کی تفصیلات ویلڈنگ فٹ اَپ، اسمبلی کی رفتار، بُرر کے خذف کرنے، سطح کی حالت، پیکنگ، معائنہ اور آخری منصوبے کی لاگت کو متاثر کر سکتی ہیں۔
صنعتی خریداروں کے لیے سوال صرف یہ نہیں ہے کہ سٹین لیس اسٹیل پائپ کو کیسے کاٹا جائے۔ زیادہ اہم سوال یہ ہے کہ کٹ لینگتھ، درستگی، سرے کی حالت، دستاویزات اور پیکنگ کو کتنی واضح طرح سے مخصوص کیا جائے تاکہ سپلائرز ایک جیسے دائرۂ کام کے لیے قیمتیں پیش کر سکیں۔
فوری جواب
سٹین لیس اسٹیل پائپ کو بینڈ ساﺅ، کولڈ ساﺅ، ایبریسیو ساﺅ، راؤٹری پائپ کٹر، لیزر، پلازما یا کسی سپلائر کی لمبائی کے لحاظ سے کاٹنے کی پروسیسنگ سروس کے ذریعے کاٹا جا سکتا ہے۔ زیادہ تر B2B آرڈرز کے لیے، سیدھی لمبائیوں کے لیے عام طور پر ساﺅ کٹنگ استعمال کی جاتی ہے، جب کہ خاص پروفائلز، سوراخات، سلوٹس یا فیبریکیشن کے کام کے لیے لیزر یا پلازما پروسیسنگ زیادہ مناسب ہوتی ہے۔
مناسب کٹنگ کا طریقہ درجہ (گریڈ)، بیرونی قطر، NPS، شیڈول، دیوار کی موٹائی، مطلوبہ لمبائی کی ٹالرنس، کنارے کی حالت، آرڈر کی مقدار، سطح کا ختم ہونا (فنش)، اور اگلے مرحلے کے استعمال پر منحصر ہوتا ہے۔ خریداریوں کو صرف 'سٹین لیس سٹیل کے پائپ کو سائز کے مطابق کاٹنا' کا مطالبہ نہیں کرنا چاہیے۔ ایک مکمل RFQ میں درجہ (گریڈ)، سائز، لمبائی، ٹالرنس، برز کنٹرول، سر کی تیاری، معائنہ، MTCs، پیکنگ، اور منزل شامل ہونی چاہیے۔
خریداروں کے لیے اہم نکات
- کٹنگ کا طریقہ پائپ کے درجہ (گریڈ)، دیوار کی موٹائی، قطر، مقدار، اور آخری درخواست کے مطابق ہونا چاہیے۔
- لمبائی کے مطابق کاٹے جانے والے سٹین لیس سٹیل کے پائپ کے آرڈرز کے لیے بینڈ ساﺅ اور کولڈ ساﺅ کٹنگ عام انتخابات ہیں۔
- برز، مربع کی حالت (سکوئیرنس)، حرارتی نشانات، اور سطحی خراشیں ویلڈنگ یا اسمبلی کے دوران اضافی کام کا باعث بن سکتی ہیں۔
- ایک مفید RFQ میں ٹالرنس، سر کی حالت، ختم ہونے کی حفاظت (فنش پروٹیکشن)، پیکنگ، ٹریس ایبلٹی، اور MTC کی ضروریات کو واضح طور پر بیان کرنا چاہیے۔
سٹین لیس اسٹیل کے پائپ کاٹنے کی تفصیلات کیوں اہم ہیں
کئی منصوبوں میں، کٹا ہوا سرے وہ جگہ ہوتا ہے جہاں مسائل پہلی بار ظاہر ہوتے ہیں۔ ایک پائپ درست گریڈ اور سائز کا ہو سکتا ہے، لیکن اگر کٹائی خشک، غیر مربع، شدید طور پر بُر (بُر) والی ہو یا پروسیسنگ کے دوران آلودہ ہو جائے، تو خریدار کو پھر بھی ویلڈنگ کے درمیان فاصلے، اسمبلی میں تاخیر، دوبارہ کام یا آخری صارف کی شکایات کا سامنا کرنا پڑ سکتا ہے۔
یہ خاص طور پر فیبریکیشن، مکینیکل سٹرکچرز، واٹر سسٹمز، ہینڈ ریلز، فوڈ ایکویپمنٹ، کیمیکل ایکویپمنٹ، میرین کمپونینٹس اور عمومی صنعتی تیاری کے لیے استعمال ہونے والے سٹین لیس اسٹیل کے پائپ کے لیے انتہائی اہم ہے۔ ایک پائپ جو سجاوٹی سلیو کے طور پر استعمال ہو رہا ہو، اسے اسی قسم کی کنارے کی تیاری کی ضرورت نہیں ہوتی جو ایک پائپ کو فریم میں ویلڈ کرنے یا فٹنگز سے جوڑنے کے لیے درکار ہوتی ہے۔
درجات کا بھی اہمیت ہوتی ہے۔ عام مواد جیسے 304 سٹین لیس سٹیل پائپ اور 316 سٹین لیس سٹیل پائپ کو وسیع پیمانے پر پروسیس کیا جاتا ہے، لیکن قطر، شیڈول، سختی، سطح کا اختتام اور استعمال کا ماحول اب بھی کٹنگ رُوٹ کو متاثر کرتے ہیں۔ ڈیوپلیکس یا اعلیٰ کارکردگی والی سٹین لیس سٹیل کی درجات کو خاص طور پر احتیاط سے سنبھالنے کی ضرورت ہوتی ہے، خاص طور پر جب منصوبے کی ضروریات میں کوروزن ریزسٹنس اور ٹریس ایبلٹی شامل ہوں۔
اگر آپ معیاری یا مخصوص لمبائی کے لیے پائپ خرید رہے ہیں تو، بنیادی پروڈکٹ کی تفصیلات سے شروع کریں۔ خریدار ویب سائٹ سے دستیاب پائپ کے اختیارات کا جائزہ لے سکتے ہیں: استیلن پائپ اور پھر منصوبے کے ڈرائنگ یا خریداری کے معیار کے مطابق کٹنگ، معائنہ اور پیکنگ کی تفصیلات شامل کر سکتے ہیں۔

عام سٹین لیس سٹیل پائپ کٹنگ کے طریقے
بینڈ سا کاٹنا
بینڈ سا کٹنگ صنعتی طور پر لمبائی کے لحاظ سے کاٹے جانے والے اسٹین لیس سٹیل کے پائپ کا ایک سب سے عملی طریقہ ہے۔ اس کا استعمال عام طور پر عام پائپ کی لمبائیوں، درمیانے اور بڑے قطر کے پائپ، مختلف سائز کے ملاوٹ والے پائپ، اور اسٹاک کی پروسیسنگ کے لیے کیا جاتا ہے۔ مناسب کلامپنگ، بلیڈ کے انتخاب، اور فیڈ کنٹرول کے ساتھ، یہ بہت سارے تیاری کے آرڈرز کے لیے قابلِ قبول لمبائی کنٹرول اور کام کے قابل کنارے فراہم کر سکتا ہے۔
خریداروں کے لیے، تصدیق کرنے کے اہم نکات لمبائی کی ٹالرنس، مربع شکل (سکوئیرنس)، بُر کو ختم کرنا، اور یہ ہیں کہ کیا فراہم کنندہ مختلف لمبائیوں کو الگ کر کے لیبل لگائے گا۔ بینڈ سا کٹنگ عام طور پر استعمال ہوتی ہے، لیکن حتمی معیار اب بھی مشین کی سیٹ اپ اور کٹنگ کے بعد کے ہینڈلنگ پر منحصر ہوتا ہے۔
ٹھنڈا سا کاٹنا
جب صاف کناروں اور بار بار دہرائی جانے والی لمبائیوں کی ضرورت ہو، خاص طور پر چھوٹے سے درمیانے سائز کے پائپ اور ٹیوب کے لیے کولڈ سا کٹنگ کو ترجیح دی جاتی ہے۔ یہ روغ کے ذریعے کی جانے والی کٹنگ کے مقابلے میں زیادہ کنٹرولڈ کٹنگ فراہم کرتی ہے اور جب آخری سطح کی معیاریت اسمبلی، ویلڈنگ، یا نمایاں اجزاء کے لیے اہم ہو تو یہ بہت مفید ثابت ہوتی ہے۔
پیداواری آرڈرز کے لیے، جب دہرائی جانے والی درستگی اہم ہو تو کول سا کٹنگ ایک اچھا اختیار ہو سکتا ہے۔ خریداروں کو اب بھی ڈی بررنگ، ٹالرنس اور سطح کی حفاظت کی وضاحت کرنی چاہیے، بجائے اس کے کہ ان خدمات کو خود بخود شامل سمجھ لیا جائے۔
ایبریزیو سا کٹنگ
ایبریزیو کٹنگ کا استعمال سائٹ کے کام، تیز رفتار شاپ کٹنگ یا کم طلب کاربرد کے لیے کیا جا سکتا ہے۔ اس کا نقص یہ ہے کہ اس سے حرارت کے نشانات، بُر، رنگت میں تبدیلی اور کھردرے کنارے باقی رہ سکتے ہیں۔ اگر سٹین لیس پائپ کو جوڑا جائے گا، دھاگہ لگایا جائے گا، پالش کیا جائے گا یا کسی دکھائی دینے والی اسمبلی میں استعمال کیا جائے گا تو عام طور پر ایبریزیو کٹنگ کے بعد اضافی صفائی کی ضرورت ہوتی ہے۔
آلودگی سے بچنا بھی انتہائی اہم ہے۔ جن گرائنڈنگ وہیلز، فکسچرز یا اوزاروں کا استعمال کاربن سٹیل پر کیا گیا ہو، وہ سٹین لیس سطحوں پر آئرن آلودگی کا باعث بن سکتے ہیں۔ جن کاربردوں میں کوروزن کا خطرہ زیادہ ہو، وہاں سٹین لیس کے مطابق ہینڈلنگ اور صفائی پر بات چیت آرڈر دینے سے پہلے کر لینی چاہیے۔
راؤٹری پائپ کٹنگ
گھماؤ والے پائپ کٹرز چھوٹے قطر یا پتلی دیوار والے پائپ اور ٹیوب کے لیے مناسب طریقے سے کام کر سکتے ہیں۔ اگر ان کا صحیح طریقے سے استعمال کیا جائے تو وہ صاف کٹنگ فراہم کر سکتے ہیں، لیکن یہ ایک عمومی حل نہیں ہیں۔ کچھ پتلی دیوار والے مواد پر، وہ پائپ کے سر کو تھوڑا سا بگاڑ سکتے ہیں، جو اس صورت میں مسئلہ بن سکتا ہے جب پائپ کو فٹنگز، انسرٹس یا درست اسمبلی کے اجزاء کو قبول کرنا ہو۔
لیزر اور پلازما پروسیسنگ
لیزر اور پلازما پروسیسنگ زیادہ عام ہوتی ہے جب منصوبے میں سیدھی کٹنگ کی لمبائیوں کے بجائے سوراخ، سلوٹس، پروفائلز، سیڈل کٹس یا خاص شکلیں درکار ہوں۔ لیزر کٹنگ مناسب سائز اور دیوار کی موٹائی کے لیے صاف اور درست نتائج فراہم کر سکتی ہے۔ پلازما کٹنگ بڑے یا بھاری کام کے لیے مفید ہو سکتی ہے، لیکن حرارت سے متاثرہ کنارے کو ریت سے رگڑنا، صاف کرنا یا مزید تیاری کی ضرورت ہو سکتی ہے۔
معیاری سیدھی لمبائیوں کے لیے لیزر یا پلازما ضروری نہیں کہ سب سے کم لاگت والا انتخاب ہو۔ تاہم، تیار کردہ پائپ کے اجزاء کے لیے، اگر کٹنگ پروگرام، ڈرائنگ اور معائنہ کی ضروریات واضح ہوں تو وہ اگلے مرحلے کے کام کو کم کر سکتے ہیں۔
سٹین لیس سٹیل کے پائپ کا کاٹنے کا طریقہ مقابلہ
ذیل کی جدول عام سٹین لیس سٹیل کے پائپ کو کاٹنے کے مختلف طریقوں کا خریداری اور تیاری کے نقطہ نظر سے مقابلہ کرتی ہے۔
| کاٹنے کا طریقہ | معمولی استعمال | کنارے کی معیار | ٹالرنس کنٹرول | خریدار کے نوٹ |
|---|---|---|---|---|
| بینڈ سا کاٹنا | عام لمبائی تک کاٹا ہوا پائپ، درمیانے اور بڑے سائز، اسٹاک پروسیسنگ | عام طور پر ڈی بررنگ کے بعد قابل قبول | جب کلامپنگ اور سیٹ اپ کنٹرول میں ہوں تو اچھا | مربع شکل، بُر کا ازالہ، لمبائی کا نشان لگانا، اور پیکنگ کا طریقہ تصدیق کریں |
| ٹھنڈا سا کاٹنا | دوہری لمبائیاں، چھوٹے سے درمیانے سائز، صاف اختتام کی ضرورت | گھسی ہوئی کٹنگ کے مقابلے میں صاف اور زیادہ کنٹرول شدہ | پیداواری کٹنگ کے لیے اچھا | جہاں دہرائی جانے والی کارکردگی اور کنارے کی ظاہری شکل اہم ہو، وہاں اکثر مناسب |
| Abrasive cutting | مقامی کام، گھسی ہوئی کٹنگ، کم طلب کرنے والی دکان کی کٹنگ | کناروں پر بُر، حرارتی نشانات اور خشک کنارے چھوڑ سکتا ہے | آپریٹر اور سیٹ اپ پر بہت زیادہ انحصار کرتا ہے | صاف کرنے، آلودگی کے کنٹرول، اور یہ جاننے کے بارے میں پوچھیں کہ کیا حرارت سے رنگ تبدیل ہونا قابلِ قبول ہے |
| گھومتی ہوئی پائپ کٹر | چھوٹے قطر یا پتلی دیوار والے پائپ اور ٹیوب | صاف کیا جا سکتا ہے، لیکن کچھ پائپ کے سروں کو گڑھا یا بگاڑا جا سکتا ہے | مناسب سائز کے لیے اچھا | اگر پائپ کو انسرٹس، فیرولز، فٹنگز یا تنگ اسمبلیز میں فٹ کرنا ہو تو اس کی مناسبیت کی جانچ کریں |
| لیزر کٹنگ | خاص پروفائلز، سوراخ، سلوٹس، دقیق پائپ اجزاء | جب پیرامیٹرز کو کنٹرول کیا جاتا ہے تو صاف رہتا ہے | مناسب منصوبوں کے لیے اعلیٰ | جب ڈرائنگز یا دہرائے جانے والے پروفائلز کی ضرورت ہو تو اسے بہترین طور پر غور میں لیا جانا چاہیے |
| پلازما کاٹنگ | بڑے پائپ، پروفائل ورک، فیبریکیشن کاٹنگ | گرمی سے متاثرہ کنارے کو صاف کرنے کی ضرورت ہو سکتی ہے | مشین، فکسچر اور آپریٹر پر منحصر ہے | کچھ تیاری کے کاموں کے لیے مفید، لیکن صاف اور مربع سرے کے لیے ہمیشہ بہترین اختیار نہیں |
کیا سٹین لیس اسٹیل کے پائپ کو ٹارچ کے ذریعے کاٹا جا سکتا ہے؟
زیادہ تر صاف تیاری یا درخواست کردہ لمبائی کے لیے کاٹے گئے اطلاقات میں، سٹین لیس سٹیل کے پائپ کو ٹارچ کے ذریعے کاٹنا ترجیحی اختیار نہیں ہوتا۔ غیر کنٹرول شدہ حرارت سے آکسیڈیشن، رنگت میں تبدیلی، خشک اور ناہموار کنارے اور اضافی ریت کے کام کا سامنا کرنا پڑ سکتا ہے۔ اگر پائپ کو جوش دیا جانا ہے، دھاگہ دیا جانا ہے، سیل کیا جانا ہے، پالش کیا جانا ہے، یا کسی قابلِ دید اسمبلی میں استعمال کیا جانا ہے، تو خریداروں کو عام طور پر ساﺅ کٹنگ، کنٹرول شدہ میکانی کٹنگ، یا مناسب ورکشاپ کی پروسیسنگ کا حکم دینا چاہیے۔
تھرمل کٹنگ کا استعمال ابھی بھی تباہی، خام اخذ، یا غیر اہم فیلڈ کے کاموں کے لیے کیا جا سکتا ہے۔ یہ کسی صنعتی منصوبے کے لیے مکمل سٹین لیس سٹیل کے پائپ کی لمبائیوں کی خریداری سے مختلف ہے۔ جب کوروزن کی مزاحمت سٹین لیس سٹیل کے انتخاب کی ایک وجہ ہو، تو غیر ضروری حرارتی نقصان اور سطحی آلودگی سے جہاں تک ممکن ہو، بچنا چاہیے۔
وسیع مواد کے انتخاب کے لیے، خریدار وسیع سٹین لیس آپشنز کا موازنہ کر سکتے ہیں سٹین لیس سٹیل کے مواد تاہم، کٹنگ کی ضرورت ہمیشہ درجہ بندی، ڈرائنگ، تیاری کے طریقہ کار اور استعمال کے ماحول سے منسلک ہونی چاہیے۔
تحمل، مربعیت، بُر کنٹرول، اور سر کی تیاری
لمبائی کا تحمل واضح طور پر آر ایف کیو (RFQ) یا ڈرائنگ میں بیان کیا جانا چاہیے۔ خام تیاری کے لیے نرم تحمل قابل قبول ہو سکتا ہے، جبکہ فریم اسمبلی، ویلڈڈ اسپولز، آلات کے اجزاء، یا مشین کردہ اجزاء کے لیے سخت تحمل کی ضرورت ہو سکتی ہے۔ اگر منصوبے میں ڈرائنگ کا تحمل دیا گیا ہے تو اسے عام نوٹ جیسے 'درست طریقے سے کاٹیں' سے تبدیل نہ کریں۔ اصل تحمل بھیجیں۔
مربعیت لمبائی کی طرح ہی اہم ہے۔ ایک پائپ جو تھوڑا سا زاویہ دار کاٹا گیا ہو، ویلڈنگ کے دوران غیر یکساں درازیاں پیدا کر سکتا ہے یا اسمبلی کو مشکل بنا سکتا ہے۔ جب مواد کو پیک کیا جاتا ہے تو اس کا احساس نہیں ہوتا، لیکن جب تیاری کی ٹیم اجزاء کو فٹ کرنا شروع کرتی ہے تو یہ واضح ہو جاتا ہے۔
بر کنٹرول کو بھی مخصوص کیا جانا چاہیے۔ خارجی برز قریبی اجزاء کو خراش دے سکتے ہیں یا اسمبلی میں رکاوٹ ڈال سکتے ہیں۔ اندرونی برز سیل کے بہاؤ کو محدود کر سکتے ہیں، داخل کردہ اجزاء کو متاثر کر سکتے ہیں، یا صفائی کے مسائل پیدا کر سکتے ہیں۔ درخواست کے لحاظ سے، خریدار خارجی ڈی بربنگ، اندرونی ڈی بربنگ، چمفرنگ، بیول تیاری، یا صاف مربع کٹ اختتام کی درخواست کر سکتے ہیں۔
پالش شدہ، برش کردہ، یا نمایاں سٹین لیس سٹیل کے پائپ کے لیے سطح کی حفاظت کا خاص توجہ دینے کی ضرورت ہوتی ہے۔ خراش کو کم کرنے کے لیے ہینڈلنگ اور برآمداتی شپمنٹ کے دوران حفاظتی فلم، الگ پیکنگ، نرم سپیسرز، پلاسٹک کے اختتامی ڈھکن، یا احتیاط سے بنڈل کی حفاظت کی ضرورت ہو سکتی ہے۔
کٹ ٹو لینتھ سٹین لیس سٹیل پائپ کے عام آر ایف کیو تفصیلات
ایک اچھا سٹین لیس سٹیل پائپ آر ایف کیو سپلائر کو صرف خام مال نہیں بلکہ مکمل کام کا قیمتی اندازہ لگانے کے لیے مجبور کرنا چاہیے۔ ذیل کی جدول میں عام طور پر خریدار کے ذریعہ شامل کی جانے والی معلومات کی مثال دی گئی ہے۔
| آر ایف کیو آئٹم | کیا درج کرنا ہے | مثالی الفاظ |
|---|---|---|
| متریل گریڈ | 304، 304L، 316، 316L، ڈوپلیکس، یا منصوبہ درجہ | 316L سٹین لیس سٹیل پائپ، اگر ضرورت ہو تو ASTM A312 |
| پائپ کی قسم | بے درز یا جوش دیا ہوا پائپ | بے درز سٹین لیس سٹیل پائپ، شیڈول 40 |
| سائز | OD یا NPS، دیوار کی موٹائی، شیڈول | NPS 2، Sch 10S، یا OD 60.3 ملی میٹر مخصوص دیوار کی موٹائی کے ساتھ |
| کٹ لینتھ | مطلوبہ لمبائی اور لمبائی کے حساب سے تعداد | 1200 ملی میٹر پر کاٹا ہوا، 500 قطعات |
| تسامح | لمبائی کی ٹالرنس، مربع شکل، ڈرائنگ کی ضروریات | لمبائی کی ٹالرنس ڈرائنگ یا منصوبے کی ضروریات کے مطابق |
| سرے کی حالت | سادہ سرا، بُرر ختم کیا ہوا، چمفر کیا ہوا، بیویل کیا ہوا، صاف مربع کٹ | دونوں سروں کے بُرر ختم کیے گئے، تیز بُرر نہیں |
| سطحی ختم | مل فنش، برش کیا ہوا، پالش کیا ہوا، پکل کیا ہوا، تحفظ والی سطح | براشڈ سطح، پیکنگ کے دوران خراش سے تحفظ فراہم کرتی ہے |
| دستاویزات | ایم ٹی سی، حرارتی نمبر، معائنہ ریکارڈ، ٹریس ایبلیٹی | حرارتی نمبر کی ٹریس ایبلیٹی کے ساتھ مِل ٹیسٹ سرٹیفکیٹ کی ضرورت ہوتی ہے |
| پیکنگ | بندلز، کیپس، واٹر پروف ریپنگ، لیبلز، پیلیٹس | ہر لمبائی کے لیے واضح لیبلز کے ساتھ برآمدی پیکنگ |
| دستاویزات تفصیلات | مقصد مقام، ترسیل کی شرائط، بندرگاہ، لیڈ ٹائم کا ہدف | شاوہائی ایف او بی اور مقصد بندرگاہ سی آئی ایف کا قیمتی اندازہ دیں |
معمولی 304 اور 316 اسٹین لیس سٹیل کے آرڈرز کے لیے خریدار بھی جائزہ لے سکتے ہیں انجینئرنگ کے استعمال کے لیے 304 اور 316 اسٹین لیس سٹیل کی فراہمی گریڈ کے انتخاب کو درخواست، مصنوعات کی شکل اور منصوبے کے ماحول کے ساتھ ہم آہنگ کرنے کے لیے
قیمت کا تخمینہ حاصل کرنے سے پہلے خریدار کی چیک لسٹ
کاٹ کر لمبائی میں دیے گئے اسٹین لیس سٹیل کے پائپ کے بارے میں استفسار بھیجنے سے پہلے، درج ذیل تفصیلات تیار کریں:
- گریڈ: 304، 304L، 316، 316L، ڈوپلیکس، سپر ڈوپلیکس، یا منصوبے کے مطابق مخصوص اسٹین لیس سٹیل کا گریڈ۔
- پائپ کی قسم: بے درز اسٹین لیس سٹیل پائپ یا جوش دیا ہوا اسٹین لیس سٹیل پائپ۔
- معیار: ASTM A312، ASTM A269، EN 10216-5، EN 10217-7، ASME، ISO، یا ضرورت کی صورت میں منصوبے کا مخصوص معیار۔
- سائز: OD یا NPS، دیوار کی موٹائی، شیڈول، مطلوبہ لمبائی، اور مقدار۔
- تحمل: لمبائی کا تحمل، مربع شکل، سیدھا پن، اور کوئی بھی ڈرائنگ کی ضرورت۔
- سر کی حالت: عام سر، بے دندان سر، کھردر سر، چھوٹا کیا ہوا سر، یا صاف مربع کاٹ۔
- سطح کا اختتام: فیکٹری فنش، برش کردہ، پالش کردہ، پکل کردہ، ضرورت کی صورت میں پیسیویٹڈ، یا محفوظ سطح۔
- ترمیم کا طریقہ: جوش دینا، تھریڈنگ، موڑنا، مشیننگ، ڈرلنگ، اسمبلی، یا انسٹالیشن۔
- سروس کا ماحول: اندر، باہر، سمندری، کیمیائی، خوراک کے آلات، زیادہ نمی یا زیادہ درجہ حرارت۔
- دستاویزات: مواد کی ٹیسٹنگ سرٹیفکیٹ (MTC)، حرارتی نمبر، معائنہ رپورٹ، ٹریس ایبلٹی، یا صارف کے مخصوص دستاویزات۔
- پیکنگ: بندل کی حفاظت، پلاسٹک کی ٹوپیاں، واٹر پروف لپیٹنا، لیبلز، لکڑی کے پیلیٹس، یا برآمد کے لیے ڈبے۔
- تجارتی تفصیلات: کم از کم آرڈر کی مقدار (MOQ)، آزمائشی آرڈر کی مقدار، دوبارہ آرڈر کا منصوبہ، منزل کا بندرگاہ، اور لیڈ ٹائم کا ہدف۔
خریداروں کی عام غلطیاں جن سے بچنا چاہیے
صرف "سائز کے مطابق کاٹنے" کا مطالبہ کرنا
"سائز کے مطابق کاٹنا" ایک جدی صنعتی آرڈر کے لیے کافی نہیں ہے۔ فراہم کنندہ کو گریڈ، پائپ کی قسم، دیوار کی موٹائی، شیڈول، لمبائی، اجازت حد (ٹالرنس)، اور سر کی حالت کے بارے میں معلوم ہونا ضروری ہے۔ ان تفصیلات کے بغیر دو مختلف قیمتی تقسیمیں ایک جیسی نظر آ سکتی ہیں لیکن ان میں پروسیسنگ کے مختلف درجے شامل ہو سکتے ہیں۔
اندرونی بُررز کو نظرانداز کرنا
بیرونی بُررز دیکھنے میں آسان ہوتے ہیں۔ اندرونی بُررز کو نظرانداز کرنا آسان ہوتا ہے۔ اگر پائپ میں سیال کو منتقل کرنا ہو، فٹنگز لگانی ہوں، انسرٹس رکھنے ہوں، یا اندرونی سطح کو صاف رکھنا ہو تو RFQ میں اندرونی بُررز کو دور کرنے کا ذکر ضرور کرنا چاہیے۔
بلاکہ سکوپ کی تصدیق کیے بغیر قیمتیں موازنہ کرنا
ایک سپلائر دیبورنگ، مارکنگ، معائنہ، مواد ٹیسٹ سرٹیفکیٹس (MTCs)، اور برآمدی پیکنگ شامل کر سکتا ہے۔ دوسرا صرف خام پائپ کاٹنے کی قیمت لگا سکتا ہے۔ سب سے کم قیمت کا انتخاب کرنے سے پہلے، کاٹنے اور ترسیل کے سکوپ میں کیا شامل ہے، اس کی تصدیق ضرور کریں۔
مختلف لمبائیوں کے لیے پیکنگ کی تصدیق نہ کرنا
مختلف لمبائیوں میں کاٹے گئے پائپوں کو وصول کرتے وقت اور انسٹالیشن کے دوران الجھن پیدا ہو سکتی ہے۔ خریداروں کو واضح لیبلز، لمبائیوں کے الگ الگ بندل، پیکنگ لسٹس، اور بندل شناخت کی درخواست کرنی چاہیے، خاص طور پر بڑے منصوبوں یا بار بار دیے جانے والے آرڈرز کے لیے۔
حتمی استعمال کے لیے غلط کاٹنے کا طریقہ استعمال کرنا
غیر اہم فیلڈ فیبریکیشن کے لیے کھردری کاٹ قابل قبول ہو سکتی ہے، لیکن یہ نمایاں اسمبلیز، تنگ فٹ اپ، صفائی کے لیے مخصوص آلات، یا کوروزن کے حوالے سے حساس درجات کے لیے قابل قبول نہیں ہو سکتی۔ حتمی استعمال کاٹنے کے طریقہ کا تعین کرے گا۔
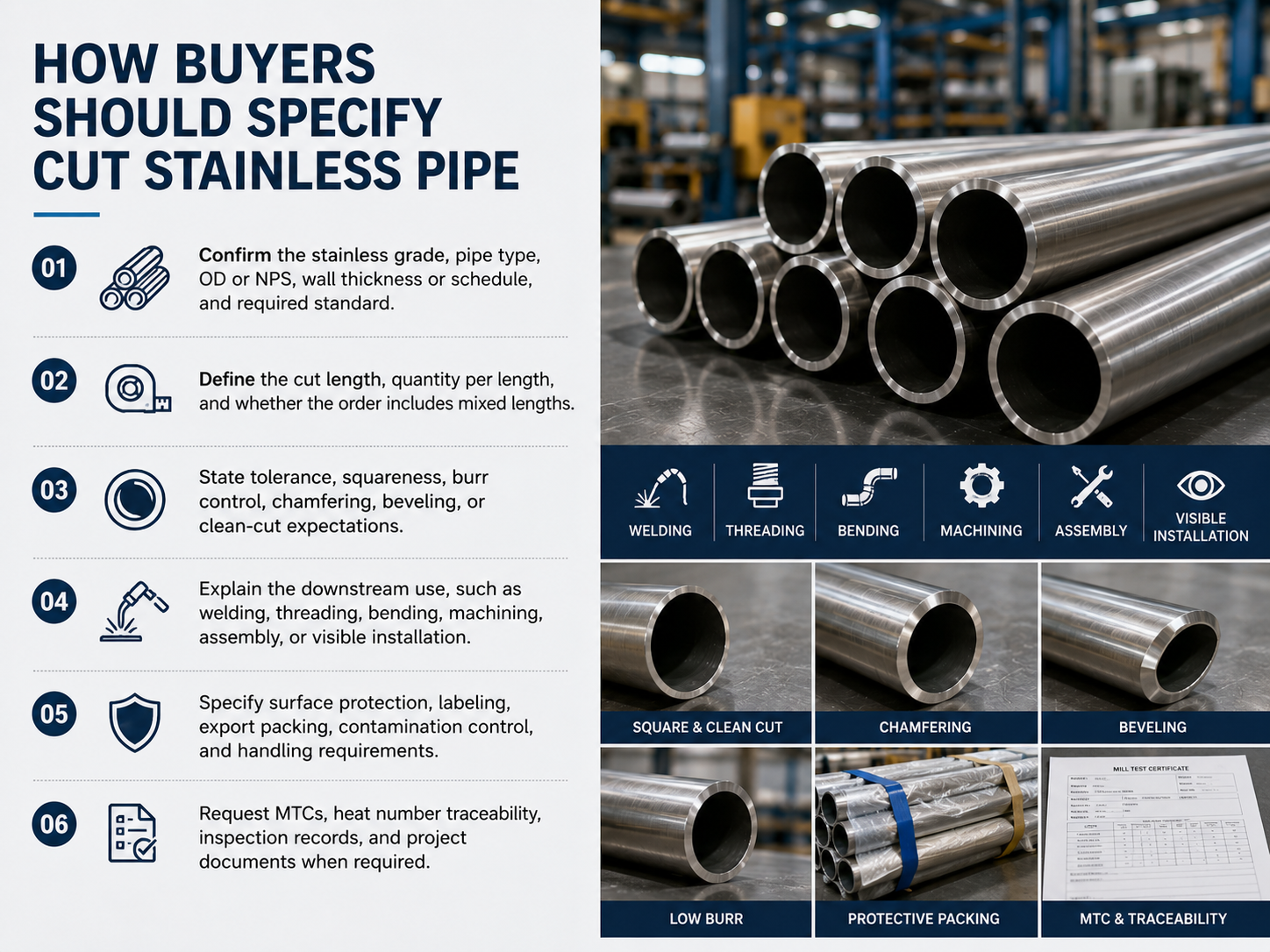
خریداروں کو سٹین لیس سٹیل کے پائپ کیسے کاٹنا بیان کرنا چاہیے
- سٹین لیس سٹیل کی درجہ بندی، پائپ کی قسم، باہری قطر (OD) یا نامی پائپ سائز (NPS)، دیوار کی موٹائی یا شیڈول، اور مطلوبہ معیار کی تصدیق کریں۔
- کٹ لینتھ، ہر لینتھ کی مقدار، اور یہ بتائیں کہ آرڈر میں مختلف لمبائیوں کا امتزاج شامل ہے یا نہیں۔
- برداشت شدہ غلطی (ٹالرنس)، مربع شکل (سکوئرنیس)، بُر کنٹرول، چمفرنگ، بیولنگ، یا صاف کٹ کی توقعات کو واضح کریں۔
- نیچے کی طرف استعمال (ڈاؤن اسٹریم یوز) جیسے ویلڈنگ، تھریڈنگ، بینڈنگ، مشیننگ، اسمبلی، یا قابلِ دید انسٹالیشن کی وضاحت کریں۔
- سرفیس کی حفاظت، لیبلنگ، برآمد کے لیے پیکنگ، آلودگی کنٹرول، اور ہینڈلنگ کی ضروریات کو مخصوص کریں۔
- جب درکار ہو تو مواد کے ٹیسٹ سرٹیفکیٹس (ایم ٹی سی)، ہیٹ نمبر ٹریسیبلٹی، معائنہ ریکارڈز، اور منصوبہ کے دستاویزات کی درخواست کریں۔
سپلائر کی منظوری: خریداروں کو کیا چیک کرنا چاہیے
سٹین لیس اسٹیل پائپ کے سپلائر کو منظور کرنے سے پہلے، یہ چیک کریں کہ قیمت پیش کش میں مواد، کٹنگ، ڈی بَرِنگ، معائنہ، پیکنگ، اور ترسیل کی شرائط واضح طور پر الگ الگ درج ہیں۔ اس سے قیمت کا موازنہ زیادہ درست ہوتا ہے اور پیداوار کے بعد تنازعات سے بچا جا سکتا ہے۔
پوچھیں کہ سپلائر لمبائی کے دہراؤ کو کس طرح کنٹرول کرتا ہے، کٹے ہوئے ٹکڑوں کو کس طرح نشان زد کیا جاتا ہے، اور مختلف لمبائیوں کو کس طرح پیک کیا جاتا ہے۔ برآمد کے آرڈرز کے لیے پیکنگ ایک چھوٹی تفصیل نہیں ہے۔ غیر مناسب پیکنگ کی وجہ سے آنے والی مصنوعات پر خراشیں آ سکتی ہیں، لمبائیاں گڑبڑ سکتی ہیں، سروں کو نقصان پہنچ سکتا ہے، بندل گیلے ہو سکتے ہیں، یا پہچان کا نشان آنے کے بعد غائب ہو سکتا ہے۔
صنعتی آلات، مشینری کے ڈھانچے، سہارے، فریم اور تیاری کے نظام کے لیے، پائپ کی ضروریات کا جائزہ آخری کام کرنے کے ماحول کے ساتھ مل کر لینا چاہیے۔ متعلقہ درجہ بندی کی معلومات ذیل میں درج ہے: صنعتی تولید .
لیڈ ٹائم گریڈ، قطر، دیوار کی موٹائی، سطح کی ختم شدگی، آرڈر کی مقدار، کٹنگ کا بوجھ، اور سرٹیفکیٹ کی ضروریات کے ساتھ تبدیل ہو سکتی ہے۔ قیمتیں اور فریٹ کی تصدیق ہمیشہ آرڈر دینے سے پہلے موجودہ اسٹاک اور موجودہ مارکیٹ کی صورتحال کے مطابق کرنا ضروری ہے۔
فیک کی بات
صنعتی تیاری کے لیے سٹین لیس سٹیل کے پائپ کو کیسے کاٹا جاتا ہے؟
صنعتی تیاری کے لیے، سٹین لیس سٹیل کے پائپ عام طور پر بینڈ ساﺅ، کولڈ ساﺅ، مناسب راؤٹری کٹر یا کنٹرولڈ شاپ پروسیسنگ کے ذریعے کاٹے جاتے ہیں۔ بہترین طریقہ درجہ بندی، قطر، دیوار کی موٹائی، قبول کردہ غلطی (ٹالرنس)، کنارے کے نشانات (بر) کا کنٹرول، اختتامی حالت، اور جوڑنے، تھریڈنگ یا اسمبلی جیسے بعد کے کاموں پر منحصر ہوتا ہے۔
لمبائی کے لحاظ سے کاٹے جانے والے سٹین لیس سٹیل کے پائپ کے لیے بہترین طریقہ کونسا ہے؟
زیادہ تر سیدھے لمبائی کے مطابق آرڈرز کے لیے، بینڈ ساﺅ یا کولڈ ساﺅ کاٹنا عملی اور لاگت مؤثر طریقہ ہے۔ صاف کناروں اور بار بار ایک جیسی لمبائیوں کی ضرورت ہو تو کولڈ ساﺅ کاٹنا ترجیحی ہو سکتا ہے۔ لیزر یا پلازما پروسیسنگ خاص شکلوں، سوراخوں یا تیار کردہ پائپ کے حصوں کے لیے زیادہ مناسب ہے۔
کیا سٹین لیس اسٹیل کے پائپ کو ٹارچ کے ذریعے کاٹا جا سکتا ہے؟
عام طور پر صاف سٹین لیس اسٹیل کے پائپ کے آرڈرز کے لیے ٹارچ کاٹنے کو ترجیح نہیں دی جاتی کیونکہ اس سے آکسیڈیشن، رنگت میں تبدیلی، خشک اور ناہموار کنارے اور اضافی صفائی کا کام پیدا ہو سکتا ہے۔ آرڈر کردہ مواد کے لیے خریدار عام طور پر ساﺅ کاٹنے، کنٹرولڈ مکینیکل کاٹنے یا مناسب شاپ پروسیسنگ کی درخواست کرتے ہیں۔
خریدار کو کاٹنے کی قبول کردہ غلطی (ٹالرنس) کیا مقرر کرنی چاہیے؟
ٹالرنس کو منصوبے کے ڈرائنگ، اسمبلی کی ضروریات یا خریداری کی تفصیلات کے مطابق ہونا چاہیے۔ خریدار کو درکار لمبائی کی ٹالرنس، مربع شکل (سکوئیرنس)، معائنہ کے طریقہ کار اور یہ بھی بتانا چاہیے کہ کیا معائنہ کے ریکارڈز کی ضرورت ہے۔
سٹین لیس اسٹیل کے پائپ کو کاٹنے کے بعد بُر کو کیسے کنٹرول کیا جاتا ہے؟
بُر کو مناسب بلیڈ کے انتخاب، کاٹنے کی رفتار، کلامپنگ، فیڈ کنٹرول اور کاٹنے کے بعد کے ڈی بربنگ کے ذریعے کنٹرول کیا جاتا ہے۔ خریدار درج ذیل کی درخواست کر سکتے ہیں: باہری ڈی بربنگ، اندرونی ڈی بربنگ، چمفرنگ، بیول تیاری، یا درکار اطلاق کے مطابق صاف اور مربع کاٹے ہوئے سروں کی تیاری۔
سٹین لیس اسٹیل کے پائپ کے لیے RFQ میں کیا شامل ہونا چاہیے؟
ایک مکمل RFQ میں گریڈ، پائپ کی قسم، معیار، OD یا NPS، دیوار کی موٹائی یا شیڈول، کٹ لینتھ، ٹالرنس، مقدار، اینڈ کنڈیشن، سطح کا اختتام، پیکنگ، منزل، لیڈ ٹائم کا ہدف، MTC کی ضروریات، اور اگر دستیاب ہوں تو ڈرائنگز شامل ہونی چاہئیں۔
کٹ ٹو لینتھ کے آرڈرز کے لیے کیا 304 یا 316 اسٹین لیس سٹیل کا پائپ بہتر ہے؟
304 اور 316 دونوں اسٹین لیس سٹیل کے پائپ کو کٹ ٹو لینتھ کی شکل میں فراہم کیا جا سکتا ہے۔ 304 عام طور پر عمومی تعمیراتی اور انجینئرنگ منصوبوں کے لیے استعمال ہوتا ہے، جبکہ 316 سمندری، کیمیائی اور زیادہ نمی والے ماحول میں بہتر کوروزن مزاحمت فراہم کرتا ہے۔ حتمی انتخاب کو سروس کے ماحول اور منصوبے کے معیار کے مطابق کرنا چاہیے۔
نتیجہ
اسٹین لیس سٹیل کے پائپ کو کاٹنے کا طریقہ جاننا مفید ہے، لیکن درست طریقے سے کٹے ہوئے پائپ خریدنا صرف کاٹنے کے آلے کا انتخاب کرنے سے کہیں زیادہ ہے۔ صنعتی آرڈرز کے لیے، کاٹنے کا دائرہ کار گریڈ، پائپ کی قسم، دیوار کی موٹائی، لمبائی کی ٹالرنس، اینڈ کنڈیشن، سطح کا اختتام، تعمیراتی راستہ، سروس کا ماحول، پیکنگ، اور دستاویزات کی ضروریات کے مطابق ہونا چاہیے۔
اگر آپ کو لمبائی کے لحاظ سے کاٹی گئی اسٹین لیس سٹیل کی پائپ کی ضرورت ہو تو، فراہم کنندہ کو گریڈ، باہری قطر (OD) یا نامی اسائز (NPS)، شیڈول یا دیوار کی موٹائی، مطلوبہ لمبائی، برداشت (ٹالرنس)، بُر کنٹرول، مقدار، پیکنگ کا طریقہ، منزل اور مواد کے ٹیسٹ سرٹیفکیٹ (MTC) کی ضروریات فراہم کریں۔ واضح خصوصیات درآمدی فرق، تیاری میں تاخیر اور ترسیل کے بعد دوبارہ کام کو کم کرتی ہیں۔
لمبائی کے لحاظ سے کاٹی گئی اسٹین لیس سٹیل کی پائپ کے لیے قیمت کا حکم دریافت کریں
وائیج میٹل صنعتی، انجینئرنگ، تیاری اور برآمداتی منصوبوں کے لیے اسٹین لیس سٹیل کی پائپ فراہم کرتا ہے۔ اپنے منصوبے کے لیے قیمتی تقسیم کے لیے اپنے گریڈ، OD یا NPS، شیڈول یا دیوار کی موٹائی، کاٹی گئی لمبائی، برداشت (ٹالرنس)، سر کی حالت، مقدار، منزل، پیکنگ، لیڈ ٹائم اور MTC کی ضروریات بھیجیں۔
اسٹین لیس سٹیل کی پائپ کے لیے قیمت کا حکم دریافت کریں