




لولههای فولاد ضدزنگ با طول مشخص: روشهای برش، تلرانسها و راهنمای درخواست نقل و انتقال
لولههای فولاد ضدزنگ برشخورده به طول مشخص در سفارش خرید ساده به نظر میرسند، اما جزئیات برش میتواند بر انطباق در جوشکاری، سرعت مونتاژ، حذف لبههای ناهموار، شرایط سطحی، بستهبندی، بازرسی و هزینه نهایی پروژه تأثیر بگذارد.
برای خریداران صنعتی، پرسش تنها این نیست که چگونه لوله فولاد ضدزنگ را برش دهیم؛ بلکه پرسش مهمتر این است که چگونه طول برش، تلرانس، شرایط انتهای لوله، اسناد مورد نیاز و بستهبندی را بهگونهای دقیق و شفاف مشخص کنیم که تأمینکنندگان بتوانند پیشنهاد قیمتی برای محدوده یکسانی ارائه دهند.
پاسخ سریع
لولههای فولاد ضدزنگ را میتوان با اره نواری، اره سرد، اره ساینده، اره چرخشی لوله، لیزر، پلاسما یا از طریق خدمات پردازش برش به طول مشخص تأمینکننده برش داد. برای اکثر سفارشهای B2B، برش با اره برای طولهای مستقیم رایجتر است، در حالی که پردازش لیزری یا پلاسما برای پروفیلهای خاص، سوراخها، شیارها یا کارهای ساخت و تولید مناسبتر است.
روش مناسب برش به عواملی مانند درجه فولاد، قطر خارجی، اندازه اسمی لوله (NPS)، جدول ضخامت (Schedule)، ضخامت دیواره، تolerans طول مورد نیاز، وضعیت لبه، مقدار سفارش، پرداخت سطحی و کاربرد بعدی بستگی دارد. خریداران نباید صرفاً درخواست «لوله ضدزنگ برشخورده به اندازه مورد نیاز» را ارائه دهند. یک درخواست پیشنهاد قیمت (RFQ) کامل باید شامل درجه فولاد، ابعاد، طول، تolerans، کنترل لبههای تیز (Burrs)، آمادهسازی انتهای لوله، بازرسی، گواهیهای تست مواد (MTCs)، بستهبندی و مقصد نهایی باشد.
نکات کلیدی برای خریداران
- روش برش باید با درجه فولاد لوله، ضخامت دیواره، قطر، مقدار سفارش و کاربرد نهایی هماهنگ باشد.
- برش با اره نواری (Band saw) و اره سرد (Cold saw) گزینههای رایجی برای سفارشهای لوله فولاد ضدزنگ برشخورده به طول مشخص هستند.
- لبههای تیز (Burrs)، عدم مربعبودن انتهای لوله، علامتهای حرارتی و خراشهای سطحی میتوانند باعث ایجاد کار اضافی در فرآیند جوشکاری یا مونتاژ شوند.
- یک درخواست پیشنهاد قیمت (RFQ) مفید باید تolerans، وضعیت انتهای لوله، محافظت از پرداخت سطحی، بستهبندی، ردیابیپذیری و الزامات گواهیهای تست مواد (MTC) را مشخص کند.
چرا جزئیات برش لولههای فولاد ضدزنگ اهمیت دارد
در بسیاری از پروژهها، انتهای برشخورده جایی است که اولین مشکلات ظاهر میشوند. یک لوله ممکن است از نظر درجه و اندازه صحیح باشد، اما اگر برش آن ناهموار، نامربع، دارای لبههای تیز و زائد (بر)، یا آلوده شده در طول فرآیند پردازش باشد، خریدار ممکن است همچنان با شکافهای جوشکاری، تأخیر در مونتاژ، نیاز به انجام مجدد کار یا شکایات کاربر نهایی مواجه شود.
این امر بهویژه برای لولههای فولاد ضدزنگ مورد استفاده در ساخت و تولید، سازههای مکانیکی، سیستمهای آب، دستههای نگهدارنده (Handrails)، تجهیزات غذایی، تجهیزات شیمیایی، اجزای دریایی و تولید صنعتی عمومی اهمیت دارد. لولهای که بهعنوان پوشش تزئینی استفاده میشود، نیازی به آمادهسازی لبهای مشابه لولهای ندارد که در یک قاب جوش داده میشود یا به اتصالات متصل میگردد.
درجههای فولاد نیز اهمیت دارند. مواد رایجی مانند لولههای استیل ضدزنگ ۳۰۴ و لولههای استیل ضدزنگ ۳۱۶ بهطور گستردهای پردازش میشوند، اما قطر، جدول (Schedule)، سختی، پرداخت سطحی و محیط کاربردی همچنان بر مسیر برش تأثیر میگذارند. درجات استیل ضدزنگ دوپلکس یا با عملکرد بالا ممکن است نیازمند توجه ویژهتری باشند، بهویژه زمانی که مقاومت در برابر خوردگی و ردیابیپذیری بخشی از الزامات پروژه باشند.
اگر قصد خرید طولهای استاندارد یا سفارشیشدهشده را دارید، ابتدا با مشخصات پایهای محصول شروع کنید. خریداران میتوانند گزینههای موجود لوله را از لوله فولاد ضد زنگ بررسی کرده و سپس جزئیات برش، بازرسی و بستهبندی را بر اساس نقشه پروژه یا استاندارد خرید اضافه نمایند.

روشهای رایج برش لولههای استیل ضدزنگ
برش با اره نواری
برش با اره نواری یکی از عملیترین روشها برای برش صنعتی لولههای فولاد ضدزنگ به طول مشخص است. این روش معمولاً برای طولهای عمومی لوله، قطرهای متوسط و بزرگ، اندازههای مختلط و پردازش موجودی استفاده میشود. با اعمال کلamping مناسب، انتخاب تیغه مناسب و کنترل سرعت پیشروی، میتوان کنترل دقیقتری روی طول برش و لبهای قابل استفاده برای بسیاری از سفارشات ساخت فراهم کرد.
برای خریداران، موارد اصلی که باید تأیید شوند عبارتند از: تolerans طول، زاویهی ۹۰ درجه بودن سطح برش، حذف لبههای تیز (بور)، و اینکه آیا تأمینکننده طولهای مختلف را از هم جدا کرده و برچسبگذاری میکند یا خیر. برش با اره نواری رایج است، اما کیفیت نهایی همچنان به تنظیمات دستگاه و نحوهی پردازش پس از برش بستگی دارد.
برش با اره سرد
برش با اره سرد معمولاً زمانی ترجیح داده میشود که لبههای تمیزتر و طولهای تکرارشونده مورد نیاز باشند، بهویژه برای لولهها و لولههایی با قطر کوچک تا متوسط. این روش برشی کنترلشدهتر از برش ابُری خشن ایجاد میکند و زمانی مفید است که کیفیت سطح انتهایی برای مونتاژ، جوشکاری یا اجزای قابل مشاهده اهمیت داشته باشد.
برای سفارشات تولیدی، برش با اره سرد میتواند گزینهای مناسب باشد وقتی که تکرارپذیری اهمیت دارد. خریداران باید همچنان عملیات حذف برآمدگیها (Deburring)، تلرانس و محافظت از سطح را مشخص کنند و نباید فرض کنند که این خدمات بهصورت خودکار ارائه میشوند.
برش با اره ابُرازی
برش ابُرازی ممکن است برای کارهای اجرایی در محل، برش سریع در کارگاه یا کاربردهای کمتر مستلزم دقت استفاده شود. عیب اصلی آن این است که ممکن است باقیماندههای حرارتی، برآمدگیها، تغییر رنگ و لبههای زبرتر ایجاد کند. اگر لولههای ضدزنگ قرار است جوش داده شوند، رزوهدار شوند، صیقل داده شوند یا در مونتاژی که قابل مشاهده است استفاده شوند، معمولاً برش ابُرازی نیازمند پاکسازی اضافی است.
همچنین مهم است که از آلودگی جلوگیری شود. چرخهای سنگی، فیکسچرهای یا ابزارهایی که قبلاً روی فولاد کربنی استفاده شدهاند، ممکن است آلودگی آهنی به سطوح ضدزنگ انتقال دهند. برای کاربردهای حساس به خوردگی، باید قبل از سفارش، نحوهی انتقال و پاکسازی سازگانباش با فولاد ضدزنگ مورد بحث قرار گیرد.
برش لوله با ابزار چرخشی
برشهای چرخان لوله میتوانند برای لولهها و لولهکشهای با قطر کوچک یا دیواره نازک مناسب کار کنند. این ابزار در صورت استفاده صحیح، برشهای تمیزی تولید میکنند، اما راهحلی جهانی نیستند. در برخی از مواد با دیواره نازک، ممکن است انتهای لوله را بهصورت جزئی دچار تغییر شکل کنند که این امر در صورتی که لوله باید قطعات اتصالی، فیتینگها یا اجزای مونتاژ دقیق را پذیرا باشد، مشکلساز خواهد شد.
پردازش لیزری و پلاسمایی
پردازش لیزری و پلاسمایی زمانی رایجتر هستند که پروژه نیازمند ایجاد سوراخها، شیارها، اشکال مشخص، برشهای سرجین (Saddle Cut) یا اشکال ویژه دیگر باشد، نه صرفاً برشهای مستقیم و ساده. برش لیزری میتواند برای اندازهها و ضخامتهای دیواره مناسب، نتایجی تمیز و دقیق ارائه دهد. برش پلاسمایی ممکن است برای کارهای بزرگتر یا سنگینتر مفید باشد، اما لبه تحت تأثیر حرارت ممکن است نیازمند سوهانزنی، پاکسازی یا آمادهسازی بیشتر باشد.
برای طولهای استاندارد و مستقیم، برش لیزری یا پلاسمایی ممکن است مقرونبهصرفهترین گزینه نباشد. با این حال، برای قطعات لولهای ساختهشده، این روشها در صورت روشن بودن برنامه برش، نقشهها و الزامات بازرسی، میتوانند حجم کارهای مرحله بعدی را کاهش دهند.
مقایسه روشهای برش لولههای فولاد ضدزنگ
جدول زیر روشهای رایج برش لولههای فولاد ضدزنگ را از دیدگاه خرید و ساخت مقایسه میکند.
| روش برش | استفاده معمولی | کیفیت لبه | کنترل تلورانس | یادداشتهای خریدار |
|---|---|---|---|---|
| برش با اره نواری | برش عمومی به طول مشخص، اندازههای متوسط و بزرگتر، پردازش موجودی | معمولاً پس از حذف لبههای تیز (دِبرینگ) قابل قبول است | در شرایطی که درگیری (نگهداری) و تنظیمات کنترلشده باشند، عملکرد خوبی دارد | از صحت زاویه ۹۰ درجه (مربع بودن)، حذف لبههای تیز، علامتگذاری طول و روش بستهبندی اطمینان حاصل کنید |
| برش با اره سرد | طولهای تکراری، اندازههای کوچک تا متوسط، نیاز به انتهای تمیزتر | تمیزتر و کنترلشدهتر از برش اولیه (خشک) | مناسب برای برش تولیدی | اغلب زمانی مناسب است که تکرارپذیری و ظاهر لبهها اهمیت دارد |
| برش ساینده | کار در محل، برشهای تقریبی و برشهای کارگاهی با نیازهای کمتر | ممکن است باعث ایجاد برآمدگی (بر)، علامتهای حرارتی و لبههای ناصاف شود | بهطور قابل توجهی به اپراتور و تنظیمات وابسته است | در مورد تمیزکاری، کنترل آلودگی و اینکه آیا تغییر رنگ ناشی از حرارت مجاز است یا خیر، سؤال کنید |
| بریدنکننده چرخشی لوله | لوله و لولههای با قطر کوچک یا دیواره نازک | ممکن است پاک باشد، اما ممکن است انتهای برخی لولهها را تغییر شکل دهد | برای اندازههای مناسب مناسب است | بررسی مناسببودن لوله برای نصب درون درجها، حلقهها، اتصالات یا مجموعههای تنگ |
| برش لیزری | پروفیلهای ویژه، سوراخها، شیارها، اجزای دقیق لوله | تمیز در صورت کنترل پارامترها | بالا برای پروژههای مناسب | بهترین گزینه زمانی که نقشهها یا پروفیلهای تکرارپذیر مورد نیاز باشند |
| برش پلاسما | لولههای بزرگتر، کار روی پروفیلها، برش ساختوساز | لبه تحت تأثیر حرارت ممکن است نیاز به تمیزکاری داشته باشد | وابسته به ماشین، فیکسچر و اپراتور است | برای برخی کارهای ساختوساز مفید است، اما همیشه برای ایجاد انتهای مربع و تمیز ایدهآل نیست |
آیا لولههای فولاد ضدزنگ را میتوان با شعله برش زد؟
در بیشتر کاربردهای ساخت تمیز یا برشهای دقیق به طول مشخص، برش با شعله روش ترجیحدادهشدهای برای لولههای فولاد ضدزنگ نیست. گرمای غیرکنترلشده میتواند منجر به اکسیداسیون، تغییر رنگ، لبههای ناصاف و افزایش کار زیرپردازش (مانند سوهانکاری) شود. اگر لوله قرار است جوش داده شود، رزوهدار گردد، آببندی شود، پولیش گردد یا در یک مونتاژ قابلمشاهده استفاده شود، خریداران معمولاً باید درخواست برش با اره، برش مکانیکی کنترلشده یا پردازش مناسب در کارگاه را داشته باشند.
برش حرارتی ممکن است همچنان برای تخریب، برداشتن تقریبی یا کارهای میدانی غیرحرجی استفاده شود. این امر با خرید طولهای آمادهشده لولههای فولاد ضدزنگ برای یک پروژه صنعتی تفاوت دارد. وقتی مقاومت در برابر خوردگی یکی از دلایل انتخاب فولاد ضدزنگ است، هرگونه آسیب حرارتی اضافی و آلودگی سطحی را در صورت امکان باید اجتناب کرد.
برای انتخاب گستردهتر مواد، خریداران میتوانند گزینههای فولاد ضدزنگ را در مواد فولاد راستی مقایسه کنند. با این حال، نیاز به برش همیشه باید با درجهٔ واقعی فولاد، نقشهٔ فنی، مسیر ساخت و محیط کار مرتبط باشد.
تحمل، مربعبودن، کنترل لبههای تیز و آمادهسازی انتهای قطعات
حد تحمل طول باید بهوضوح در درخواست پیشنهاد قیمت (RFQ) یا نقشه ذکر شود. حد تحمل شل ممکن است برای ساخت اولیه قابل قبول باشد، در حالی که برای مونتاژ قاب، مجموعههای جوشخورده، قطعات تجهیزات یا اجزای ماشینکاری، کنترل دقیقتری مورد نیاز است. اگر پروژه دارای حد تحمل مشخصی در نقشه است، آن را با یادداشت عمومی مانند «با دقت برش زده شود» جایگزین نکنید. حد تحمل واقعی را ارسال نمایید.
مربعبودن اهمیتی برابر با طول دارد. برش لوله با زاویهای کوچک میتواند در حین جوشکاری فاصلههای نامساوی ایجاد کند یا مونتاژ را دشوار سازد. این مسئله هنگام بستهبندی مصالح ممکن است نادیده گرفته شود، اما زمانی که تیم ساخت شروع به نصب قطعات میکند، بهوضوح مشاهده میشود.
کنترل برادهها نیز باید مشخص شود. برادههای خارجی ممکن است قطعات مجاور را خراش دهند یا در مونتاژ اختلال ایجاد کنند. برادههای داخلی ممکن است جریان را محدود کنند، به قطعات واردشده آسیب برسانند یا مشکلاتی در تمیزکاری ایجاد کنند. بسته به کاربرد، خریداران ممکن است درخواستهایی برای برداشتن برادههای خارجی، برداشتن برادههای داخلی، شیارزدن لبهها (چامفر)، آمادهسازی لبههای شیبدار یا ایجاد انتهای برشخوردهی صاف و عمودی داشته باشند.
برای لولههای ضدزنگ پولیششده، ماتشده یا قابلمشاهده، حفاظت از سطح اهمیت ویژهای دارد. ممکن است برای کاهش خراشها در طول دستکاری و حملونقل صادراتی، از فیلم محافظ، بستهبندی جداگانه، فاصلهگذارهای نرم، درپوشهای پلاستیکی انتهای لوله یا حفاظت دقیق از بستهبندی استفاده شود.
جزئیات رایج درخواست پیشفاکتور (RFQ) برای لولههای ضدزنگ برشخورده به طول مشخص
یک درخواست پیشفاکتور (RFQ) خوب برای لولههای ضدزنگ باید تأمینکننده را ملزم به ارائه پیشفاکتور کامل کار کند، نه صرفاً مواد اولیه. جدول زیر اطلاعات معمولی را که خریداران ممکن است در آن بگنجانند، نشان میدهد.
| آیتم درخواست پیشنهاد قیمت (RFQ) | مواردی که باید مشخص شوند | عبارتبندی نمونه |
|---|---|---|
| درجه مواد | 304، 304L، 316، 316L، دوبلکس یا درجهی پروژه | لولهی ضدزنگ 316L، در صورت نیاز مطابق استاندارد ASTM A312 |
| نوع لوله | لولهی بدون درز یا جوشخورده | لولهی ضدزنگ بدون درز، سریشناسی ۴۰ |
| اندازه | قطر خارجی یا اندازه لوله، ضخامت دیواره، جدول مشخصات | اندازه لوله ۲ اینچ، جدول ۱۰S، یا قطر خارجی ۶۰٫۳ میلیمتر با ضخامت دیواره مشخصشده |
| طول برش | طول مورد نیاز و تعداد قطعات به ازای هر طول | برش دادهشده به طول ۱۲۰۰ میلیمتر، ۵۰۰ عدد |
| تحمل | تلوارانس طول، زاویهی عمود بودن سرها، الزامات نقشه | تلوارانس طول مطابق با نقشه یا الزامات پروژه |
| وضعیت انتهای لوله | سر صاف (بدون فلنج)، بدون لبهی تیز، شیبدار، شیبزده، برش دقیق و عمود بر محور لوله | هر دو انتها بدون لبهی تیز، بدون بریدگیهای حاد |
| پوشش سطحی | پرداخت کارخانهای، مسحوقشده، صیقلی، اسیدشوییشده، سطح محافظتشده | سطح مات، محافظت در برابر خراشها در حین بستهبندی |
| 문서 | گواهی آزمون کارخانه، شماره حرارتی، سوابق بازرسی، ردیابیپذیری | گواهی آزمون کارخانه الزامی است و باید شامل شماره حرارتی و امکان ردیابی باشد |
| بسته بندی | بستهبندی به صورت دستهبندیشده، درپوش، پوشش ضدآب، برچسبها، پالتها | بستهبندی برای صادرات با برچسبهای واضح برای هر طول |
| جزئیات تحویل | مقصد، شرایط تحویل، بندر، زمان هدف تحویل | پیشفاکتور به قیمت FOB شانگهای و CIF بندر مقصد |
برای سفارشات معمولی فولاد ضدزنگ ۳۰۴ و ۳۱۶، خریداران ممکن است این محصولات را نیز بررسی کنند تامین فولاد ضدزنگ ۳۰۴ و ۳۱۶ برای کاربردهای مهندسی تطابق انتخاب درجه با کاربرد، شکل محصول و محیط پروژه
چکلیست خریدار قبل از درخواست نقلوانتقال قیمت
پیش از ارسال درخواست پیپ استنلس استیل برشخورده به طول مشخص، اطلاعات زیر را آماده کنید:
- درجه فولاد: ۳۰۴، ۳۰۴L، ۳۱۶، ۳۱۶L، دوپلکس، سوپر دوپلکس یا درجه استنلس استیل تعیینشده برای پروژه.
- نوع لوله: لوله استنلس استیل بدون درز یا لوله استنلس استیل جوشی.
- استاندارد: ASTM A312، ASTM A269، EN 10216-5، EN 10217-7، ASME، ISO یا استاندارد خاص پروژه در صورت نیاز.
- اندازه: قطر خارجی (OD) یا اندازه اسمی لوله (NPS)، ضخامت دیواره، شماره Schedule، طول مورد نیاز و تعداد.
- حد تحمل ابعادی: حد تحمل طول، زاویه قائمه، صافی و هر الزامی که در نقشه ذکر شده باشد.
- وضعیت انتهای لوله: انتهای ساده، انتهای شیارزدهشده، انتهای شیاردار (Chamfered)، انتهای شیبدار (Beveled) یا برش مربع تمیز.
- پرداخت سطحی: پرداخت کارخانهای (Mill Finish)، مسحوقشده (Brushed)، صیقلخورده (Polished)، اسیدشوییشده (Pickled)، پاسیو شده (Passivated) در صورت نیاز یا سطح محافظتشده.
- مسیر ساخت و تولید: جوشکاری، رزوهزنی، خمکاری، ماشینکاری، متهزنی، مونتاژ یا نصب.
- محیط خدمات: داخل ساختمان، بیرون از ساختمان، دریایی، شیمیایی، تجهیزات غذایی، رطوبت بالا یا دمای بالا.
- مدارک: گواهی مطابقت مواد (MTC)، شماره حرارتی، گزارش بازرسی، ردیابیپذیری یا مدارک مشتریمحور.
- بستهبندی: محافظت از بندلها، درپوشهای پلاستیکی، پیچیدن ضدآب، برچسبها، پالتهای چوبی یا جعبههای صادراتی.
- جزئیات تجاری: حداقل مقدار سفارش (MOQ)، مقدار سفارش آزمایشی، برنامه سفارشات تکراری، بندر مقصد و زمان تحویل هدف.
خطاهای رایجی که خریداران باید از آنها اجتناب کنند
تنها درخواست «برش به اندازه مورد نیاز»
«برش به اندازه مورد نیاز» برای یک سفارش صنعتی جدی کافی نیست. تأمینکنندگان باید درباره درجه فولاد، نوع لوله، ضخامت دیواره، جدول (Schedule)، طول، تلرانس و وضعیت انتهای لوله اطلاع داشته باشند. بدون این جزئیات، دو پیشفاکتور ممکن است از نظر ظاهری مشابه به نظر برسند، اما سطح فرآیندهای پردازشی در آنها بسیار متفاوت خواهد بود.
نادیده گرفتن بریدگیهای داخلی
بریدگیهای خارجی بهراحتی قابل مشاهدهاند. بریدگیهای داخلی احتمالاً از قلم میافتند. اگر لوله قرار است مایع حمل کند، فیتینگها را دریافت کند، قطعات داخلی را نگه دارد یا سطوح داخلی تمیزی داشته باشد، حذف بریدگیهای داخلی باید در درخواست پیشفاکتور (RFQ) ذکر شود.
مقایسه قیمتها بدون بررسی محدوده ارائه خدمات
یک تأمینکننده ممکن است عملیات حذف لبههای تیز، علامتگذاری، بازرسی، گواهیهای تست مواد (MTC) و بستهبندی صادراتی را در قیمت خود گنجانده باشد. در مقابل، تأمینکننده دیگری شاید فقط قیمت برشهای خام لوله را ارائه کند. پیش از انتخاب کمترین قیمت، اطمینان حاصل کنید که چه مواردی در محدوده برش و تحویل گنجانده شدهاند.
تأیید نکردن بستهبندی برای طولهای مختلط
برشهای مختلط با طولهای مختلف ممکن است در زمان دریافت و نصب باعث سردرگمی شوند. خریداران باید درخواست برچسبگذاری واضح، جداسازی طولها، فهرست بستهبندی و شناسایی دستهها را داشته باشند، بهویژه برای پروژههای بزرگ یا سفارشهای تکراری.
استفاده از روش نامناسب برش برای کاربرد نهایی
برش خشن ممکن است برای ساختوساز غیرحرجی در محل مناسب باشد، اما ممکن است برای مجموعههای قابل مشاهده، اتصالات دقیق، تجهیزات بهداشتی یا کاربردهای حساس به خوردگی قابل قبول نباشد. کاربرد نهایی باید روش برش را تعیین کند.
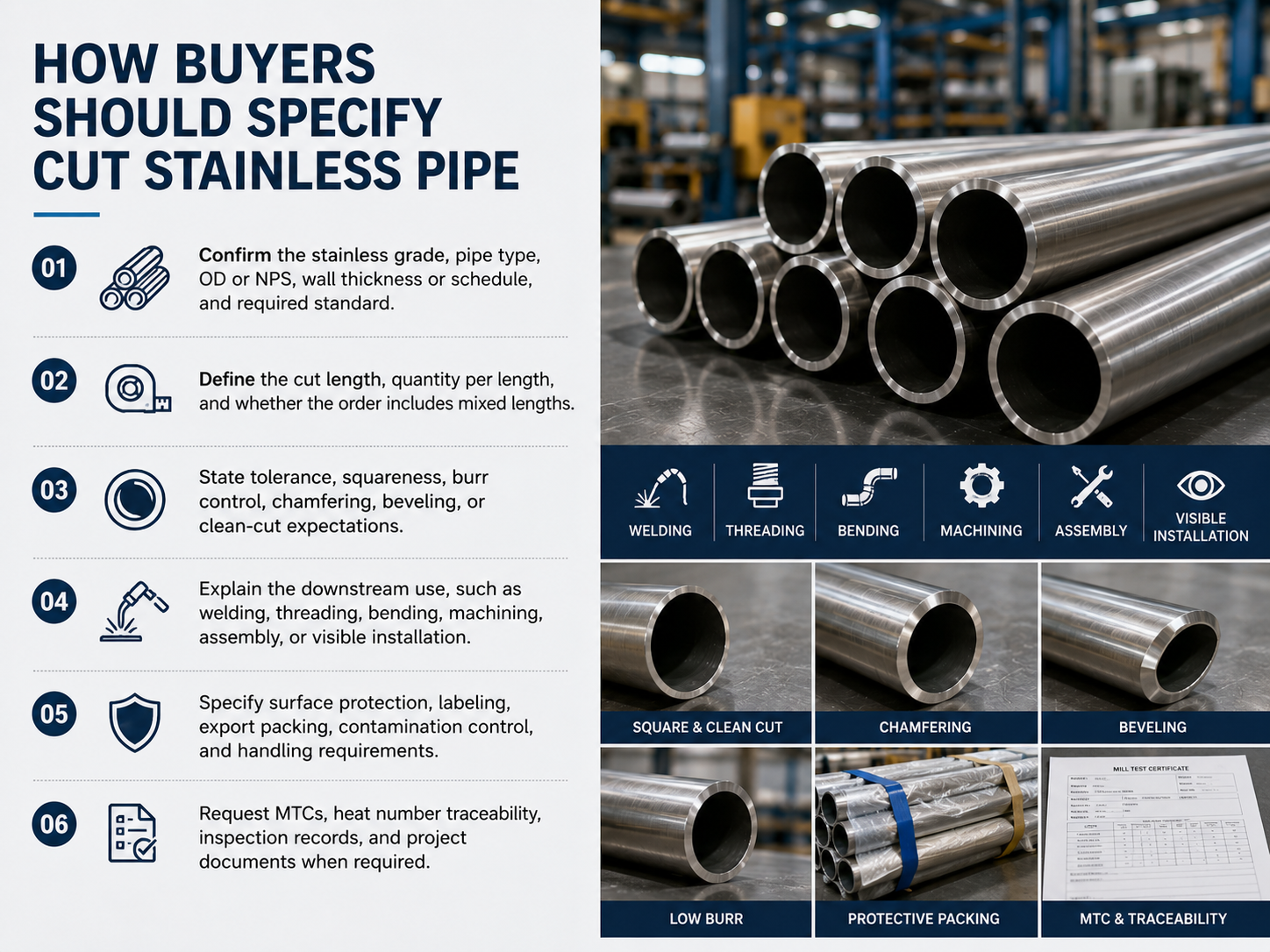
روشی که خریداران باید برای مشخصکردن لولههای استیل ضدزنگ برشخورده بهکار گیرند
- درجه آلیاژ استیل ضدزنگ، نوع لوله، قطر خارجی (OD) یا اندازه اسمی لوله (NPS)، ضخامت دیواره یا جدول (Schedule) و استاندارد مورد نیاز را تأیید کنید.
- طول برش، تعداد قطعات در هر طول و اینکه سفارش شامل طولهای متفاوتی است یا خیر را مشخص کنید.
- حد تحمل، مربعبودن، کنترل لبههای ناخواسته (بر)، شیارزدن، شیبدهی و یا انتظارات مربوط به برش تمیز را بیان کنید.
- کاربرد بعدی قطعه را توضیح دهید؛ مانند جوشکاری، رزوهزنی، خمکاری، ماشینکاری، مونتاژ یا نصب در محیطهای قابل مشاهده.
- نوع محافظت از سطح، برچسبگذاری، بستهبندی صادراتی، کنترل آلودگی و الزامات مربوط به نحوهی بارگیری و حملونقل را مشخص کنید.
- در صورت نیاز، گواهیهای تست مواد (MTC)، ردیابی شمارهی حرارتی، سوابق بازرسی و اسناد پروژه را درخواست کنید.
تأیید تأمینکننده: مواردی که خریداران باید بررسی کنند
پیش از تأیید تأمینکنندهی لولههای فولاد ضدزنگ، بررسی کنید که پیشفاکتور ارائهشده بهصورت واضح هزینههای مربوط به ماده اولیه، برش، حذف لبههای ناخواسته (بر)، بازرسی، بستهبندی و تحویل را از یکدیگر جدا کرده است. این امر مقایسهی دقیقتر قیمتها را ممکن میسازد و از اختلافنظرهای احتمالی پس از تولید جلوگیری میکند.
بپرسید که تأمینکننده چگونه طول تکراری را کنترل میکند، قطعات برشخورده چگونه علامتگذاری میشوند و طولهای مختلف چگونه بستهبندی میشوند. برای سفارشات صادراتی، بستهبندی جزئیاتی نیست که میتوان آن را نادیده گرفت. بستهبندی ضعیف میتواند منجر به ایجاد خراش، اختلاط طولها، آسیبدیدن انتهای لولهها، دستههای مرطوب یا از دست رفتن شناسهها پس از رسیدن به مقصد شود.
برای تجهیزات صنعتی، سازههای ماشینآلات، تکیهگاهها، قابها و سیستمهای تولیدی، نیاز به لوله باید همراه با محیط کار نهایی بررسی شود. اطلاعات مربوط به کاربرد میتواند در بخشهای زیر یافت شود: تولید صنعتی .
زمان تحویل میتواند با توجه به درجه فولاد، قطر، ضخامت دیواره، پرداخت سطحی، مقدار سفارش، حجم کار برش و نیاز به گواهیهای مورد نیاز تغییر کند. قیمتها و هزینههای حمل و نقل همواره باید پیش از ثبت سفارش، بر اساس موجودی فعلی و شرایط فعلی بازار تأیید شوند.
سوالات متداول
چگونه لولههای فولاد ضدزنگ را برای ساختوساز صنعتی برش میزنید؟
در ساختوساز صنعتی، لولههای فولاد ضدزنگ معمولاً با اره نواری، اره سرد، اره چرخشی مناسب یا پردازش کنترلشده در کارگاه برش داده میشوند. بهترین روش بستگی به درجه فولاد، قطر، ضخامت دیواره، دقت مورد نیاز، کنترل لبههای بریدهشده (بر)، شرایط انتهای لوله و عملیات بعدی مانند جوشکاری، رزوهکاری یا مونتاژ دارد.
بهترین روش برای برش لولههای فولاد ضدزنگ به طول مشخص چیست؟
برای بسیاری از سفارشهای برش مستقیم به طولهای مشخص، برش با اره نواری یا اره سرد روشی عملی و مقرونبهصرفه است. برش با اره سرد زمانی ترجیح داده میشود که لبههای تمیزتر و تکرارپذیری دقیق طولها اهمیت داشته باشد. پردازش با لیزر یا پلاسما برای پروفیلهای خاص، سوراخها یا قطعات لولهای ساختهشده مناسبتر است.
آیا لولههای فولاد ضدزنگ را میتوان با شعله برش زد؟
برش با شعله عموماً برای سفارشات لولههای فولاد ضدزنگ با کیفیت بالا ترجیح داده نمیشود، زیرا ممکن است منجر به اکسیداسیون، تغییر رنگ، لبههای ناصاف و کار اضافی پاکسازی شود. برای مواد سفارشی، خریداران معمولاً برش با اره، برش مکانیکی کنترلشده یا پردازش مناسب در کارگاه را درخواست میکنند.
خریداران باید چه میزان تحمل برش را مشخص کنند؟
میزان تحمل باید مطابق با نقشه پروژه، نیازمندیهای مونتاژ یا مشخصات خرید باشد. خریداران باید میزان تحمل طول مورد نیاز، مربعبودن (زاویهی ۹۰ درجه)، روش بازرسی و اینکه آیا ثبتهای بازرسی مورد نیاز است یا خیر را مشخص کنند.
پس از برش لولههای فولاد ضدزنگ، چگونه برآمدگیها (برورها) کنترل میشوند؟
کنترل برآمدگیها با انتخاب مناسب تیغه، سرعت برش، محکمکردن قطعه، کنترل نرخ تغذیه و عملیات حذف برآمدگی پس از برش انجام میشود. خریداران ممکن است بسته به کاربرد، حذف برآمدگی از سطح خارجی، حذف برآمدگی از سطح داخلی، شیارزدن (چمفر کردن)، آمادهسازی شیب (بِوِل) یا انتهای برشخوردهی صاف و مربع را درخواست کنند.
در پیشفاکتور درخواست خرید (RFQ) لولههای فولاد ضدزنگ چه مواردی باید گنجانده شوند؟
یک درخواست پیشفاکتور کامل باید شامل درجه فولاد، نوع لوله، استاندارد، قطر خارجی یا اندازه اسمی لوله (NPS)، ضخامت دیواره یا کلاس (Schedule)، طول برشخورده، تلرانس، مقدار سفارش، وضعیت انتهای لوله، سطح پرداخت سطحی، بستهبندی، مقصد تحویل، زمان تحویل مورد نظر، الزامات گواهی آزمایش مواد (MTC) و نقشهها (در صورت موجود بودن) باشد.
آیا لوله فولاد ضدزنگ ۳۰۴ یا ۳۱۶ برای سفارشات برشخورده به طول مشخص بهتر است؟
هر دو نوع لوله فولاد ضدزنگ ۳۰۴ و ۳۱۶ را میتوان به صورت برشخورده به طول مشخص تأمین کرد. لوله ۳۰۴ معمولاً برای پروژههای عمومی ساخت و مهندسی استفاده میشود، در حالی که لوله ۳۱۶ مقاومت بهتری در برابر خوردگی در محیطهای دریایی، شیمیایی و با رطوبت بالا ارائه میدهد. انتخاب نهایی باید مطابق با محیط کاربردی و استاندارد پروژه انجام شود.
نتیجهگیری
آشنایی با نحوه برش لوله فولاد ضدزنگ مفید است، اما خرید لولهای که به درستی برشخورده است، تنها انتخاب ابزار برش نیست. برای سفارشات صنعتی، محدوده برش باید با درجه فولاد، نوع لوله، ضخامت دیواره، تلرانس طول، وضعیت انتهای لوله، سطح پرداخت سطحی، مسیر ساخت و تولید، محیط کاربردی، بستهبندی و الزامات اسنادی هماهنگ باشد.
اگر به لولههای فولاد ضدزنگ با طول مشخص نیاز دارید، مشخصات درجه فولاد، قطر خارجی (OD) یا اندازه اسمی لوله (NPS)، کلاس فشار (Schedule) یا ضخامت دیواره، طول مورد نیاز، تلرانس، کنترل لبههای تیز (Burr Control)، مقدار سفارش، روش بستهبندی، مقصد تحویل و الزامات گواهینامههای تست مواد (MTC) را به تأمینکننده ارائه دهید. مشخصات دقیق و شفاف، تفاوتهای موجود در پیشفاکتورها، تأخیر در تولید و انجام کارهای اصلاحی پس از تحویل را کاهش میدهد.
درخواست پیشفاکتور برای لولههای فولاد ضدزنگ با طول مشخص
شرکت Voyage Metal لولههای فولاد ضدزنگ را برای پروژههای صنعتی، مهندسی، ساخت و ساز و صادراتی عرضه میکند. برای دریافت پیشفاکتور پروژه، مشخصات درجه فولاد، قطر خارجی (OD) یا اندازه اسمی لوله (NPS)، کلاس فشار (Schedule) یا ضخامت دیواره، طول برشخورده، تلرانس، وضعیت انتهای لوله، مقدار سفارش، مقصد تحویل، روش بستهبندی، زمان تحویل (Lead Time) و الزامات گواهینامههای تست مواد (MTC) را ارسال نمایید.
درخواست پیشفاکتور لوله فولاد ضدزنگ