




Rostfritt stålrör i önskad längd: Skärmetoder, toleranser och handledning för offertförfrågan
Rostfritt stålrör i önskad längd kan verka enkelt på en inköpsorder, men skärningsdetaljerna kan påverka svetsningens passform, monteringens hastighet, borttagning av skärskav, ytvillkor, förpackning, inspektion och slutlig projekt kostnad.
För industriella köpare är frågan inte bara hur man skär rostfritt stålrör. Den viktigare frågan är hur man specificerar längden, toleranserna, kantvillkoren, dokumentationen och förpackningen tillräckligt tydligt för att leverantörer ska kunna offra samma omfattning.
Snabbsvar
Rostfritt stålrör kan skäras med bandsåg, kallsåg, slipande såg, roterande rörsnittare, laser, plasma eller en leverantörs tjänst för rörskärning i önskad längd. För de flesta B2B-beställningar används vanligtvis sågning för raka längder, medan laser- eller plasma-bearbetning är mer lämplig för specialprofiler, hål, skåror eller konstruktionsarbete.
Det rätta skärningsförfarandet beror på sort, ytterdiameter, NPS, schema, väggtjocklek, krävd längdtolerans, kantförhållande, beställningskvantitet, ytyta och vidare användning. Köpare bör inte bara begära ”rostfritt rör skuret till mått”. En fullständig RFQ bör inkludera sort, dimension, längd, tolerans, burrkontroll, ändförberedning, inspektion, materialtestcertifikat (MTC), förpackning och destination.
Huvudpunkter för köpare
- Skärningsmetoden bör anpassas efter rörens sort, väggtjocklek, diameter, kvantitet och slutanvändning.
- Band- och kall-sågning är vanliga val för beställningar av rostfritt stålrör skurna till längd.
- Burrs, kvadratur, värmmärken och ytskador kan orsaka extra arbete vid svetsning eller montering.
- En användbar RFQ bör specificera tolerans, ändförhållande, ytbeskydd, förpackning, spårbarhet och krav på materialtestcertifikat (MTC).
Varför detaljer kring skärning av rostfritt stålrör är viktiga
I många projekt är det skurna änden där problemen först uppstår. Ett rör kan uppfylla rätt kvalitet och storlek, men om skärningen är ojämn, inte lodrät, kantig eller förorenad under bearbetningen kan köparen ändå stöta på svetsluckor, monteringsdröjsmål, omarbete eller klagomål från slutanvändaren.
Detta är särskilt viktigt för rostfritt stålrör som används vid konstruktion, mekaniska konstruktioner, vattensystem, handräcklingar, livsmedelsutrustning, kemikalieu trustning, marina komponenter och allmän industriell tillverkning. Ett rör som används som dekorativ mantel kräver inte samma kantförberedelse som ett rör som ska svetsas in i en ram eller anslutas till kopplingar.
Kvalitetsklasser är också viktiga. Vanliga material som rostfritt stålrör av typ 304 och rostfritt stålrör av typ 316 bearbetas ofta, men diameter, rörschema (schedule), hårdhet, ytyta och driftmiljö påverkar fortfarande skärningsvägen. Duplex- eller högpresterande rostfria stålsorter kan kräva mer noggrann hantering, särskilt om korrosionsbeständighet och spårbarhet ingår i projektets krav.
Om du köper standardlängder eller anpassade skurna längder börja med grundproduktspecifikationen först. Köpare kan granska tillgängliga röralternativ från rostfritt stålrör och lägga sedan till skärning, inspektion och förpackningsdetaljer enligt projektdesignen eller inköpsstandarden.

Vanliga metoder för skärning av rostfritt stålrör
Bandsågsskärning
Bandagsågning är en av de mest praktiska metoderna för industriell längdkapning av rostfritt stålrör. Den används ofta för allmänna rörlängder, medelstora och stora diametrar, blandade storlekar samt lagerbearbetning. Med korrekt spännning, val av blad och reglering av fördjupning kan den ge acceptabel längdkontroll och en bearbetningsbar kant för många tillverkningsorder.
För köpare är de viktigaste punkterna att bekräfta längdtolerans, rätvinklighet, avlägsnande av skärvor samt om leverantören kommer att separera och märka olika längder. Bandagsågning är vanligt förekommande, men den slutliga kvaliteten beror fortfarande på maskininställning och hantering efter kapningen.
Kallsågskärning
Kallt sågskärning föredras ofta när renare kanter och upprepade längder krävs, särskilt för mindre till medelstora rör och rör. Den ger en mer kontrollerad skärning än grov slipskärning och är användbar när kvaliteten på ändytan är viktig för montering, svetsning eller synliga komponenter.
För produktionsbeställningar kan kallt sågskärning vara ett bra alternativ när upprepelighet är viktig. Köpare bör fortfarande ange avburkning, toleranser och ytbeskydd i stället för att anta att dessa tjänster ingår automatiskt.
Slipande sågskärning
Slipande skärning kan användas för arbete på plats, snabb verkstadsbegränsning eller mindre krävande applikationer. Nackdelen är att den kan lämna värmmärken, burrar, färgförändringar och grovare kanter. Om rostfritt rör ska svetsas, gängas, poleras eller användas i en synlig montering kräver slipande skärning vanligtvis ytterligare rengöring.
Det är också viktigt att undvika kontaminering. Slipdiskar, fixturer eller verktyg som tidigare använts på kolstål kan introducera järnkontaminering på rostfria ytor. För korrosionskänsliga applikationer bör hantering och rengöring som är kompatibla med rostfritt stål diskuteras innan beställning.
Rotationsrörskärning
Rotationsrörskärare kan användas för lämpliga rör och rör med liten diameter eller tunnväggt material. De kan ge rena snitt när de används korrekt, men är inte en universell lösning. På vissa tunnväggiga material kan de lätt deformera rörens ände, vilket kan vara ett problem om röret ska acceptera kopplingar, insatsdelar eller precisionsmonteringskomponenter.
Laser- och plasma-bearbetning
Laser- och plasma-bearbetning är vanligare när projektet kräver hål, skåror, profiler, sadel-snitt eller specialformer i stället för enkla raka snittlängder. Laserskärning kan ge rena och precisa resultat för lämpliga storlekar och väggtjocklekar. Plasmaskärning kan vara användbar för större eller tyngre arbetsuppgifter, men den värme-påverkade kanten kan kräva slipning, rengöring eller ytterligare förberedelse.
För standardräta längder är laser- eller plasma-bearbetning inte nödvändigtvis det kostnadseffektivaste valet. För tillverkade rördelar kan dock dessa metoder minska efterföljande arbete om skärningsprogrammet, ritningarna och inspektionskraven är tydliga.
Jämförelse av skärmetoder för rostfritt stålrör
Tabellen nedan jämför vanliga skärmetoder för rostfritt stålrör ur ett inköps- och tillverkningsperspektiv.
| Skärningssätt | Typiskt bruk | Kantkvalitet | Toleranskontroll | Köparens anteckningar |
|---|---|---|---|---|
| Bandsågsskärning | Allmän längdskärning av rör, medelstora och större dimensioner, lagerbearbetning | Vanligen acceptabel efter avburkning | Bra när spännning och inställning är kontrollerade | Verifiera rätvinklighet, burkavlägsning, längdmärkning och förpackningsmetod |
| Kallsågskärning | Upprepade längder, mindre till medelstora dimensioner, renare krav på ändar | Renare och mer kontrollerad än grovskärning | Bra för serieproduktionsskärning | Ofta lämplig när upprepelighet och kantutseende är viktigt |
| Slipande skärning | Arbete på plats, grovskärning, mindre krävande verkstadsbeskärningar | Kan lämna spånskärvor, värmmärken och ojämna kanter | Beror i hög grad på operatören och installationen | Fråga om rengöring, kontroll av föroreningar och om värmdiskoloration är acceptabel |
| Rotationsrörskärare | Rör och rör med liten diameter eller tunnväggade | Kan vara ren, men kan deformera vissa rörendar | Lämplig för lämpliga storlekar | Kontrollera lämpligheten om röret måste passa insatsdelar, ringar, kopplingar eller tätmonterade samlingar |
| Laserbearbetning | Specialprofiler, hål, spår, precisionsrörkomponenter | Ren när parametrarna är kontrollerade | Hög för lämpliga projekt | Bäst att överväga när ritningar eller upprepeliga profiler krävs |
| Plasmaskärning | Större rör, profilarbete, tillverkningsbeskärning | Värmepåverkad kant kan kräva efterbearbetning | Beror på maskin, fästutrustning och operatör | Användbart för vissa tillverkningsuppgifter, men inte alltid idealiskt för rena kvadratiska ändar |
Kan rostfritt stålrör skäras med en brännare?
I de flesta renliga tillverkningsapplikationer eller beställda snitt med exakt längd är brännskärning inte det föredragna alternativet för rostfritt stålrör. Oreglerad värme kan orsaka oxidation, färgförändringar, ojämna kanter och extra sliparbete. Om röret ska svetsas, gängas, försegla, poleras eller användas i en synlig montering bör köpare vanligtvis begära sågskärning, reglerad mekanisk skärning eller lämplig verkstadsbearbetning istället.
Värmeskärning kan fortfarande användas vid rivning, grov borttagning eller icke-kritiska arbetsuppgifter på plats. Det skiljer sig från att köpa färdiga längder av rostfritt stålrör för ett industriellt projekt. När korrosionsbeständighet är en av anledningarna till valet av rostfritt stål bör onödig värmskada och ytkontaminering undvikas så långt som möjligt.
För ett bredare urval av material kan köpare jämföra alternativen av rostfritt stål under rostfritt stål material . Skärkravet bör dock alltid kopplas till den faktiska kvaliteten, ritningen, tillverkningsvägen och driftmiljön.
Tolerans, rätvinklighet, burrkontroll och ändförberedning
Längdtoleransen ska anges tydligt i RFQ eller ritningen. En bred tolerans kan vara acceptabel för grov tillverkning, medan rammontering, svetsade rörslingor, utrustningsdelar eller maskinbearbetade komponenter kan kräva striktare kontroll. Om projektet har en tolerans angiven på ritningen ska denna inte ersättas med en allmän notering som t.ex. "skär noggrant". Skicka den faktiska toleransen.
Rätvinklighet är lika viktig som längd. Ett rör som är avskuret i en lätt vinkel kan orsaka ojämna luckor vid svetsning eller göra monteringen svår. Detta kanske inte märks när materialet är förpackat, men det blir uppenbart när tillverkningsteamet börjar montera delarna.
Burrkontroll bör också specificeras. Externa burrar kan repa närliggande delar eller störa monteringen. Interna burrar kan begränsa flödet, störa infogade delar eller skapa rengöringsproblem. Beroende på applikationen kan köpare begära extern avburkning, intern avburkning, avfasning, avslutning med snedställda kanter eller ren, kvadratiskt avskurna ändar.
För polerad, mattad eller synlig rostfri rörledning bör ytskydd ges uppmärksamhet. Skyddsfilm, separerad förpackning, mjuka mellanlägg, plaständkapslar eller försiktig bundelprotektion kan behövas för att minska repor under hantering och exportfrakt.
Vanliga RFQ-uppgifter för rostfritt stålrör i önskad längd
En bra RFQ för rostfritt stålrör bör göra att leverantören offrar hela arbetet, inte bara råmaterialet. Tabellen nedan visar typisk information som köpare kan inkludera.
| RFQ-post | Vad som ska anges | Exempel på formulering |
|---|---|---|
| Materialklass | 304, 304L, 316, 316L, duplex eller projektgrad | 316L-rostfritt stålrör, ASTM A312 om det krävs |
| Rörtyp | Sömlöst eller svetsat rör | Sömlöst rostfritt stålrör, schedule 40 |
| Storlek | Utterdiameter eller nominell rörstorlek (NPS), väggtjocklek, klass | NPS 2, klass 10S, eller utterdiameter 60,3 mm med angiven väggtjocklek |
| Skärlängd | Obligatorisk längd och antal per längd | Klipp till 1200 mm, 500 st |
| Tolerans | Längdtolerans, kvadratur, ritningskrav | Längdtolerans enligt ritning eller projektkrav |
| Slutvillkor | Obehandlat slut, avburrat, avfasat, avskavat, ren kvadratisk skärning | Båda ändarna avburrade, inga skarpa burrar |
| Ytbehandling | Valsad yta, borstad, polerad, syrlagd, skyddad yta | Slipad yta, skyddar mot repor under förpackning |
| Dokument | MTC, värmenummer, kontrollprotokoll, spårbarhet | Millsprovcertifikat krävs med spårbarhet av värmenummer |
| Förpackning | Buntar, kapslar, vattentät förpackning, etiketter, pallar | Exportförpackning med tydliga etiketter för varje längd |
| Leveransinformation | Destination, leveransvillkor, hamn, mål för ledtid | Offert FOB Shanghai och CIF destinationshamn |
För vanliga beställningar av rostfritt stål 304 och 316 kan köparna även granska leverans av rostfritt stål 304 och 316 för teknisk användning för att justera val av kvalitet till applikation, produktform och projektomgivning.
Köparens checklista innan en offert begärs
Innan du skickar en förfrågan om rostfritt stålrör i önskad längd, förbered följande uppgifter:
- Kvalitet: 304, 304L, 316, 316L, duplex, superduplex eller projektangiven rostfri stålkvalitet.
- Rörtyp: sömlöst rostfritt stålrör eller svetsat rostfritt stålrör.
- Standard: ASTM A312, ASTM A269, EN 10216-5, EN 10217-7, ASME, ISO eller projektspecifik standard om så krävs.
- Storlek: ytterdiameter (OD) eller nominell rörstorlek (NPS), väggtjocklek, schedule, önskad längd och kvantitet.
- Toleranser: längdtolerans, kvadratur, rakhet och eventuella ritningskrav.
- Ändförberedning: slät ände, avkantad ände, avfasad ände, avskruvad ände eller ren kvadratisk snitt.
- Ytyta: valsad yta, borstad yta, polerad yta, pikelad yta, passiverad yta om så krävs, eller skyddad yta.
- Tillverkningsprocess: svetsning, gängning, böjning, bearbetning, borrning, montering eller installation.
- Driftmiljö: inomhus, utomhus, marin, kemisk, livsmedelsutrustning, hög fuktighet eller hög temperatur.
- Dokumentation: MTC, värmenummer, kontrollrapport, spårbarhet eller kundspecifika dokument.
- Förpackning: bundelbeskydd, plastkapslar, vattentät förpackning, etiketter, träpallar eller exportkistor.
- Kommerciella uppgifter: minimibeställningskvantitet (MOQ), provbeställningskvantitet, plan för återkommande beställningar, destinationshamn och måltid för ledtid.
Vanliga misstag köpare bör undvika
Att endast begära "skära till mått"
"Skära till mått" räcker inte för en allvarlig industriell beställning. Leverantörer måste känna till kvaliteten, rörens typ, väggtjockleken, schemat, längden, toleransen och ändförhållandet. Utan dessa uppgifter kan två offertförslag se lika ut men inkludera mycket olika nivåer av bearbetning.
Att ignorera interna burrar
Externa burrar är lätta att se. Interna burrar är lättare att missa. Om röret ska transportera vätska, ta emot armaturer, hålla insatsdelar eller kräva rena inre ytor bör borttagning av interna burrar anges i RFQ:n.
Jämföra priser utan att kontrollera omfattningen
En leverantör kan inkludera avburkning, märkning, inspektion, materialtestcertifikat (MTC) och exportförpackning. En annan kan anföra endast rårrörsklippning. Innan du väljer det lägsta priset bör du bekräfta vad som ingår i klipp- och leveransomfattningen.
Inte bekräfta förpackning för blandade längder
Blandade klippta längder kan skapa förvirring vid mottagning och installation. Köpare bör begära tydliga etiketter, åtskild förpackning efter längd, förpackningslistor och identifiering av packar, särskilt för stora projekt eller upprepad beställning.
Använda fel klippmetod för den slutliga användningen
En grov klippning kan vara acceptabel för icke-kritisk fältmontering, men den kan vara olämplig för synliga sammanbyggnader, tät montering, sanitärutrustning eller applikationer känsliga för korrosion. Den slutliga användningen bör styra valet av klippmetod.
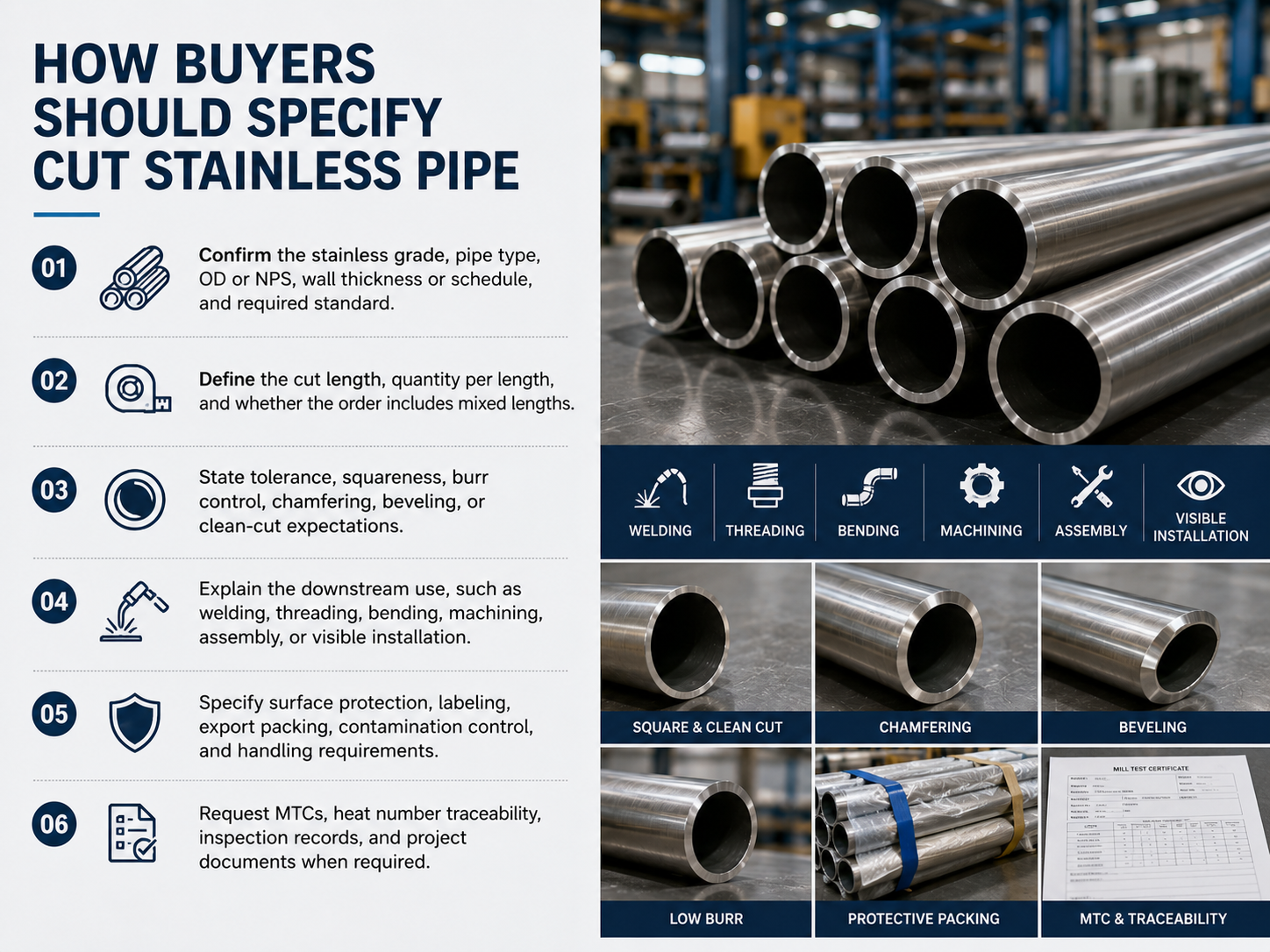
Hur köpare ska ange klippta rostfria rör
- Bekräfta rostfritt stålsortiment, rörtyp, ytterdiameter (OD) eller nominell rörstorlek (NPS), väggtjocklek eller schedule samt krav på standard.
- Ange skärningslängden, antalet per längd och om beställningen inkluderar blandade längder.
- Ange tolerans, kvadratur, burrkontroll, avfasning, avkantning eller krav på ren skärning.
- Förklara användningen i efterföljande processer, t.ex. svetsning, gängning, böjning, bearbetning, montering eller synlig installation.
- Ange krav på ytskydd, märkning, exportförpackning, kontroll av föroreningar samt hanteringskrav.
- Begär materialtestcertifikat (MTC), värmebetecknings-spårbarhet, kontrollprotokoll och projektrelaterade dokument vid behov.
Leverantörs godkännande: Vad köpare bör kontrollera
Innan du godkänner en leverantör av rostfritt stålrör bör du kontrollera om offerten tydligt separerar material, skärning, burravlägsning, kontroll, förpackning och leveransvillkor. Detta gör prisjämförelser mer exakta och hjälper till att undvika tvister efter produktionen.
Fråga hur leverantören kontrollerar upprepad längd, hur avskurna delar märks och hur olika längder förpackas. För exportorder är förpackning inte en oviktig detalj. Dålig förpackning kan orsaka repor, blandade längder, skadade ändar, blöta buntar eller saknad identifiering efter ankomst.
För industriell utrustning, maskinbyggnader, stöd, ramverk och produktionssystem bör rörförfrågan granskas tillsammans med den slutliga arbetsmiljön. Relaterad applikationsinformation finns under industriell tillverkning .
Ledtiden kan variera beroende på kvalitet, diameter, väggtjocklek, ytyta, orderkvantitet, skärarbete och certifikatkrav. Priser och frakt bör alltid bekräftas baserat på aktuell lagerstatus och aktuella marknadsförhållanden innan beställningen placeras.
Vanliga frågor
Hur skär man rostfritt stålrör för industriell tillverkning?
För industriell tillverkning skärs rostfritt stålrör vanligtvis med bandsåg, kallsåg, lämplig roterande skärutrustning eller kontrollerad verkstadsbearbetning. Den bästa metoden beror på stålsort, diameter, väggtjocklek, toleranser, burrkontroll, ändförhållande samt efterföljande arbete såsom svetsning, gängning eller montering.
Vilken är den bästa metoden för längdskärning av rostfritt stålrör?
För många raka längdskärningsbeställningar är bandsåg- eller kallsågskärning praktisk och kostnadseffektiv. Kallsågskärning kan föredras när renare kanter och upprepad längd är viktigt. Laser- eller plasma-bearbetning är mer lämplig för specialprofiler, hål eller färdiga rördelar.
Kan rostfritt stålrör skäras med en brännare?
Brännarskärning är i allmänhet inte att föredra för renbeställningar av rostfritt stålrör eftersom den kan lämna kvar oxidation, färgförändringar, ojämna kanter och extra rengöringsarbete. För beställda material begär köpare vanligtvis sågskärning, kontrollerad mekanisk skärning eller lämplig verkstadsbearbetning.
Vilken skärtolerans bör köpare ange?
Toleransen bör följa projektritningen, monteringskraven eller inköpspecifikationen. Köpare bör ange den krävda längdtoleransen, rätvinkligheten, inspektionsmetoden samt om inspektionsprotokoll krävs.
Hur kontrolleras spånskäror efter skärning av rostfritt stålrör?
Spånskäror kontrolleras genom korrekt val av blad, skärhastighet, spänning, fördelning av matning och efterbehandling för avspäning. Köpare kan begära extern avspäning, intern avspäning, avfasning, vinkelberedning eller rena kvadratiska skärsnitt beroende på applikationen.
Vad ska inkluderas i en förfrågan om offert för rostfritt stålrör?
En komplett RFQ bör inkludera kvalitet, rörsort, standard, ytterdiameter (OD) eller nominell rörstorlek (NPS), väggtjocklek eller schedule, skärningslängd, tolerans, kvantitet, ändförhållande, ytyta, förpackning, destination, måltid för leverans, krav på materialtestcertifikat (MTC) och ritningar om tillgängliga.
Är rostfritt stål av sort 304 eller 316 bättre för beställningar i längder som skärs till mått?
Både rostfritt stål av sort 304 och 316 kan levereras i längder som skärs till mått. 304 används vanligtvis för allmän konstruktion och tekniska projekt, medan 316 erbjuder bättre korrosionsbeständighet i marinmiljö, kemisk miljö och miljöer med hög luftfuktighet. Det slutliga valet bör baseras på driftsmiljön och projektstandarden.
Slutsats
Att veta hur man skär rostfritt stålrör är användbart, men att köpa korrekt skurna rör kräver mer än att välja ett skärverktyg. För industriella beställningar bör skärningsomfånget motsvara kvaliteten, rörsorten, väggtjockleken, längdtoleransen, ändförhållandet, ytytan, bearbetningsvägen, driftsmiljön, förpackningen och dokumentationskraven.
Om du behöver rostfritt stålrör i önskad längd ska du ange kvalitet, ytterdiameter (OD) eller nominell rördiameter (NPS), tryckklass (schedule) eller väggtjocklek, önskad längd, tolerans, burrkontroll, kvantitet, förpackningsmetod, destination och krav på materialtestcertifikat (MTC) till leverantören. Tydliga specifikationer minskar skillnaderna mellan offertförslag, produktionsfördröjningar och omarbete efter leverans.
Begär ett offertförslag för rostfritt stålrör i önskad längd
Voyage Metal levererar rostfritt stålrör för industriella, tekniska, konstruktions- och exportprojekt. Skicka dina uppgifter om kvalitet, ytterdiameter (OD) eller nominell rördiameter (NPS), tryckklass (schedule) eller väggtjocklek, skurna längder, tolerans, ändtillstånd, kvantitet, destination, förpackning, ledtid och krav på materialtestcertifikat (MTC) för ett projektbaserat offertförslag.
Begär ett offertförslag för rostfritt stålrör