




Roestvrijstalen buis op lengte: Snijmethoden, toleranties en RFQ-gids
Roestvaststaalpijpen op maat gesneden lijken eenvoudig op een inkooporder, maar de details van het snijden kunnen van invloed zijn op de laspassing, montagesnelheid, verwijdering van buren, oppervlaktoestand, verpakking, inspectie en de uiteindelijke projectkosten.
Voor industriële kopers is de vraag niet alleen hoe roestvaststaalpijpen moeten worden gesneden. De belangrijkere vraag is hoe de gewenste lengte, tolerantie, eindvoorwaarden, documentatie en verpakking duidelijk genoeg moeten worden gespecificeerd zodat leveranciers een offerte kunnen uitbrengen voor exact dezelfde werkomvang.
Snelle reactie
Roestvaststaalpijpen kunnen worden gesneden met een bandschuurmachine, koudzaag, slijpschuurmachine, roterende pijpsnijder, laser, plasma of via een cut-to-length-bewerkingsdienst van de leverancier. Voor de meeste B2B-bestellingen wordt bij voorkeur met een zaag gesneden voor rechte lengtes, terwijl lasersnijden of plasmasnijden geschikter zijn voor speciale profielen, gaten, sleuven of constructiewerk.
De juiste snijmethode hangt af van de kwaliteit, buitendiameter, NPS, schema, wanddikte, vereiste lengtetolerantie, randvoorwaarden, bestelhoeveelheid, oppervlakteafwerking en toepassing in latere processen. Kopers moeten niet alleen vragen om ‘roestvaststalen buis op maat gesneden’. Een volledig offerteverzoek moet de kwaliteit, afmetingen, lengte, tolerantie, ontlasting van spijkers (burr control), eindbewerking, inspectie, materiaaltestcertificaten (MTC’s), verpakking en bestemming bevatten.
Belangrijke inzichten voor kopers
- De snijmethode moet afgestemd zijn op de buiskwaliteit, wanddikte, diameter, hoeveelheid en eindtoepassing.
- Bandzaag- en koudzaagsnijden zijn veelgebruikte keuzes voor roestvaststalen buizen die op lengte worden gesneden.
- Spijkers (burrs), ongelijkheid van de snijkant (squareness), hittemerken en oppervlakteschade kunnen extra werk veroorzaken tijdens lassen of montage.
- Een nuttig offerteverzoek moet de tolerantie, eindvoorwaarden, bescherming van de afwerking, verpakking, traceerbaarheid en eisen ten aanzien van materiaaltestcertificaten (MTC’s) specificeren.
Waarom details van het snijden van roestvaststalen buis belangrijk zijn
Bij veel projecten is het gesneden uiteinde de plek waar problemen zich voor het eerst manifesteren. Een buis kan voldoen aan de juiste kwaliteit en afmeting, maar als het snedeoppervlak ruw is, niet loodrecht is, zwaar gebarst of verontreinigd raakt tijdens de bewerking, kan de koper toch te maken krijgen met lasnaden, montagevertragingen, herwerkzaamheden of klachten van de eindgebruiker.
Dit is vooral belangrijk voor roestvaststalen buizen die worden gebruikt in fabricage, constructies, watertoevoersystemen, leuningen, voedselverwerkingsapparatuur, chemische apparatuur, maritieme componenten en algemene industriële productie. Een buis die wordt gebruikt als decoratieve huls heeft niet dezelfde randbewerking nodig als een buis die aan een frame wordt gelast of wordt verbonden met fittingen.
De kwaliteitsklasse is ook van belang. Veelgebruikte materialen zoals buis van roestvast staal type 304 en buis van roestvast staal type 316 worden veelvuldig bewerkt, maar diameter, wanddikte (schedule), hardheid, oppervlakteafwerking en omgeving waarin de buis wordt gebruikt, beïnvloeden nog steeds de snijroute. Dubbel austenitische of hoogwaardige roestvaststalen kwaliteiten vereisen vaak zorgvuldiger behandeling, vooral wanneer corrosiebestendigheid en traceerbaarheid deel uitmaken van de projectvereisten.
Als u standaard- of op maat gesneden lengtes aankoopt, begin dan eerst met de specificatie van het basisproduct. Kopers kunnen beschikbare buisopties bekijken bij roestvaste staal buis en vervolgens snij-, inspectie- en verpakkingsdetails toevoegen conform de projecttekening of de inkoopstandaard.

Veelgebruikte methoden voor het snijden van roestvaststalen buizen
Bandzaagsnijden
Bandzaagsnijden is een van de meest praktische methoden voor industrieel op lengte snijden van roestvrijstalen buizen. Het wordt vaak gebruikt voor algemene buislengtes, middelgrote en grote diameters, gemengde afmetingen en voorraadverwerking. Met juiste klemming, zaagbladkeuze en voedingregeling kan het een aanvaardbare lengteprecisie en een bruikbare snijkant opleveren voor veel fabricageopdrachten.
Voor kopers zijn de belangrijkste punten om te bevestigen: lengtetolerantie, rechtheid, ontlasting van buren en of de leverancier verschillende lengtes zal scheiden en labelen. Bandzaagsnijden is veelgebruikt, maar de uiteindelijke kwaliteit hangt nog steeds af van de machine-instelling en de behandeling na het snijden.
Koud zagen
Koudzaagsnijden wordt vaak verkozen wanneer schoner snijkanten en herhaalde lengtes vereist zijn, met name bij kleinere tot middelgrote buizen en buisprofielen. Het levert een nauwkeuriger snede op dan ruw slijpsnijden en is nuttig wanneer de kwaliteit van het snijvlak belangrijk is voor montage, lassen of zichtbare onderdelen.
Voor productiebestellingen kan koud zagen een goede optie zijn wanneer herhaalbaarheid belangrijk is. Kopers moeten nog steeds ontbramen, toleranties en oppervlaktebescherming specificeren in plaats van te veronderstellen dat deze diensten automatisch worden meegeleverd.
Schuurzaagbewerking
Schuurbewerking kan worden gebruikt voor werk op locatie, snelle werkplaatsbewerking of minder veeleisende toepassingen. Het nadeel is dat er warmtevlekken, bruinen, verkleuring en ruwere randen kunnen ontstaan. Indien roestvaststalen buis zal worden gelast, ingeschroefd, gepolijst of gebruikt in een zichtbare constructie, is bij schuurbewerking meestal extra schoonmaakwerk nodig.
Het is ook belangrijk om verontreiniging te voorkomen. Schuurwielen, spanmiddelen of gereedschappen die eerder op koolstofstaal zijn gebruikt, kunnen ijzerverontreiniging op roestvaststalen oppervlakken veroorzaken. Voor corrosiegevoelige toepassingen dient de behandeling en reiniging van roestvaststaal voorafgaand aan de bestelling te worden besproken.
Roterende buisbewerking
Roterende pijpsnijders kunnen worden gebruikt voor geschikte pijpen en buizen met een kleine diameter of dunne wand. Bij correct gebruik leveren ze schone sneden, maar ze zijn geen universele oplossing. Bij sommige materialen met een dunne wand kan de uiteinde van de buis licht vervormd raken, wat een probleem kan vormen als de buis fittingen, inzetstukken of nauwkeurige assemblage-onderdelen moet accepteren.
Laser- en plasma-bewerking
Laser- en plasma-bewerking worden vaker toegepast wanneer het project gaten, sleuven, profielen, zadelsneden of speciale vormen vereist, in plaats van eenvoudige rechte snedelengtes. Lasersnijden kan schone en precieze resultaten opleveren voor geschikte afmetingen en wanddikten. Plasmasnijden kan nuttig zijn voor grotere of zwaardere werkstukken, maar de door de warmte beïnvloede snijkant moet mogelijk worden geschuurd, gereinigd of op andere wijze verder bewerkt.
Voor standaard rechte lengtes zijn laser- of plasmasnijden mogelijk niet de meest kosteneffectieve keuze. Voor gefabriceerde pijponderdelen kunnen ze echter het downstream-werk verminderen, mits het snijprogramma, de tekening en de inspectievereisten duidelijk zijn.
Vergelijking van snijmethoden voor roestvrijstalen buizen
De onderstaande tabel vergelijkt veelgebruikte snijmethoden voor roestvrijstalen buizen vanuit een inkoop- en fabricatieoogpunt.
| Snedemethode | Typisch gebruik | Kwaliteit van de snede | Controle van tolerantie | Notities van de koper |
|---|---|---|---|---|
| Bandzaagsnijden | Algemene snit-op-lengte-buizen, middelgrote en grotere afmetingen, voorraadverwerking | Meestal acceptabel na ontbraming | Goed wanneer het vastzetten en de opstelling onder controle zijn | Controleer de rechthoekigheid, verwijdering van de burcht, lengtemarkering en verpakkingsmethode |
| Koud zagen | Herhaalde lengtes, kleinere tot middelgrote afmetingen, strengere eisen aan de kwaliteit van de snijkant | Schoner en beter gecontroleerd dan ruw snijden | Geschikt voor productiesnijden | Vaak geschikt wanneer herhaalbaarheid en randafwerking van belang zijn |
| Schurend snijden | Werk op locatie, ruw snijden, minder veeleisende werkplaatsbewerkingen | Kan splinters, hitteverkleuring en ruwe randen achterlaten | Hangt sterk af van de operator en de instelling | Informeer naar de nabewerking, contaminatiebeheersing en of hitteverkleuring aanvaardbaar is |
| Roterende pijpsnijder | Pijpen en buizen met kleine diameter of dunne wand | Kan schoon zijn, maar kan sommige pijpuiteinden vervormen | Geschikt voor geschikte afmetingen | Controleer de geschiktheid als de buis in inserts, ringen, fittingen of strakke assemblages moet passen |
| Laser snijden | Speciale profielen, gaten, sleuven, nauwkeurige buiscomponenten | Schoon wanneer parameters worden gecontroleerd | Hoog voor geschikte projecten | Best overwegen wanneer tekeningen of herhaalbare profielen vereist zijn |
| Plasmasnijden | Grotere buizen, profielwerk, fabricage-uitgesneden onderdelen | Rand die is beïnvloed door warmte kan reiniging vereisen | Hangt af van de machine, de fixture en de operator | Nuttig voor sommige fabricatietaken, maar niet altijd ideaal voor schone vierkante uiteinden |
Kan roestvrijstalen buis met een brander worden gesneden?
Bij de meeste toepassingen met een schone fabricage of geordende, op lengte gesneden buizen is plasma- of brandersnijden niet de aangewezen optie voor roestvaststalen buizen. Ongecontroleerde warmte kan leiden tot oxidatie, verkleuring, ruwe snijkanten en extra slijpwerk. Indien de buis zal worden gelast, met draadverbindingen zal worden uitgerust, verzegeld, gepolijst of gebruikt in een zichtbare constructie, dient de koper doorgaans te verzoeken om zaagsnijden, gecontroleerd mechanisch snijden of geschikte werkplaatsverwerking.
Thermisch snijden kan nog steeds worden toegepast bij sloopwerkzaamheden, grof verwijderen of niet-kritische werkzaamheden ter plaatse. Dit verschilt van het kopen van gereed gemaakte roestvaststalen buisstukken voor een industriële project. Wanneer corrosiebestendigheid één van de redenen is om roestvaststaal te kiezen, dient onnodige warmteschade en oppervlakteverontreiniging zoveel mogelijk te worden vermeden.
Voor een breder materiaaloverzicht kunnen kopers roestvaststalen opties vergelijken onder roestvrij staal materialen . De snijvereiste dient echter altijd te worden gekoppeld aan de werkelijke kwaliteit, de tekening, de fabricageroute en de gebruiksomgeving.
Tolerantie, vierkantheid, ontlasting van buren en eindbewerking
De lengtetolerantie moet duidelijk worden vermeld in het offerteverzoek of de tekening. Een ruime tolerantie kan aanvaardbaar zijn voor grove fabricage, terwijl frameassemblage, gelaste buisgroepen, apparatuuronderdelen of bewerkte componenten strengere toleranties vereisen. Indien het project een tolerantie op de tekening heeft, vervang deze dan niet door een algemene opmerking zoals ‘nauwkeurig snijden’. Geef de werkelijke tolerantie op.
Vierkantheid is even belangrijk als lengte. Een buis die onder een lichte hoek is gesneden, kan ongelijke naden veroorzaken tijdens het lassen of de montage bemoeilijken. Dit valt mogelijk niet op wanneer het materiaal wordt verpakt, maar wordt duidelijk zodra het fabricageteam begint met het passen van de onderdelen.
De afwerking van de speling (burr) moet ook worden gespecificeerd. Externe spelingen kunnen nabijgelegen onderdelen beschadigen of de montage verstoren. Interne spelingen kunnen de stroming beperken, geïnstalleerde onderdelen verstoren of reinigingsproblemen veroorzaken. Afhankelijk van de toepassing kunnen kopers externe ontspeling, interne ontspeling, afschuining, afschuiningsvoorbereiding of schone, loodrecht afgesneden uiteinden aanvragen.
Voor gepolijste, geborstelde of zichtbare roestvaststalen buizen verdient oppervlaktebescherming aandacht. Beschermfolie, gescheiden verpakking, zachte tussenstukken, kunststof eindkappen of zorgvuldige bundelbescherming kunnen nodig zijn om krassen tijdens hantering en exportverzending te voorkomen.
Algemene RFQ-gegevens voor roestvaststalen buis op maat
Een goede RFQ voor roestvaststalen buis moet de leverancier in staat stellen een offerte te maken voor de volledige opdracht, niet alleen voor het grondmateriaal. De onderstaande tabel geeft typische informatie weer die kopers vaak opnemen.
| RFQ-item | Wat op te geven | Voorbeeldformulering |
|---|---|---|
| Materiaal Kwaliteit | 304, 304L, 316, 316L, duplex of projectkwaliteit | roestvaststalen buis van type 316L, ASTM A312 indien vereist |
| Buis type | Naadloze of gelaste buis | Naadloze roestvaststalen buis, schedule 40 |
| Maat | Buitendiameter of nominale pijpdiameter (NPS), wanddikte, schema | NPS 2, schema 10S, of buitendiameter 60,3 mm met opgegeven wanddikte |
| Snijlengte | Vereiste lengte en hoeveelheid per lengte | Gesneden tot 1200 mm, 500 stuks |
| Tolerantie | Lengtetolerantie, rechthoekigheid, tekeningsvereiste | Lengtetolerantie volgens tekening of projectvereiste |
| Eindafwerking | Gladde uiteinden, ontbramd, afgeschuind, gevoerd, schone rechte snede | Beide uiteinden ontbramd, geen scherpe buren |
| Oppervlakfinish | Fabrieksafwerking, geborsteld, gepolijst, gezuurd, beschermd oppervlak | Geborstelde oppervlakte, beschermt tegen krassen tijdens verpakking |
| Documenten | MTC, warmtenummer, inspectieverslag, traceerbaarheid | Fabrieksproefcertificaat vereist met traceerbaarheid van het warmtenummer |
| Verpakking | Bundels, doppen, waterdichte verpakking, etiketten, pallets | Exportverpakking met duidelijke etiketten voor elke lengte |
| Details van de levering | Bestemming, leveringsvoorwaarden, haven, doeltermijn | Offerte FOB Shanghai en CIF bestemmingshaven |
Voor reguliere orders van roestvrij staal 304 en 316 kunnen kopers ook een beoordeling uitvoeren levering van roestvrij staal 304 en 316 voor technische toepassingen om de kwaliteitskeuze af te stemmen op de toepassing, productvorm en projectomgeving.
Checklist van de koper voordat een offerte wordt aangevraagd
Voor het verzenden van een aanvraag voor roestvrijstalen buizen op maat, bereid de volgende gegevens voor:
- Kwaliteit: 304, 304L, 316, 316L, duplex, superduplex of projectspecifieke roestvrijstaalkwaliteit.
- Buistype: naadloze roestvrijstalen buis of gelaste roestvrijstalen buis.
- Norm: ASTM A312, ASTM A269, EN 10216-5, EN 10217-7, ASME, ISO of projectspecifieke norm indien vereist.
- Afmeting: buitendiameter (OD) of nominale pijpdiameter (NPS), wanddikte, schedule, gewenste lengte en hoeveelheid.
- Tolerantie: lengtetolerantie, vierkantheid, rechtheid en eventuele tekeningsvereisten.
- Uiteinde: vlak uiteinde, ontbramd uiteinde, afgeschuind uiteinde, afgevlakt uiteinde of schoon vierkant gesneden uiteinde.
- Oppervlakteafwerking: walsafwerking, geborsteld, gepolijst, gezuurde, gepassiveerd indien vereist, of beschermd oppervlak.
- Vervaardigingsroute: lassen, draadsnijden, buigen, bewerken, boren, assemblage of installatie.
- Serviceomgeving: binnen, buiten, marijn, chemisch, voedingsmiddelenapparatuur, hoge vochtigheid of hoge temperatuur.
- Documentatie: MTC, warmtenummer, inspectierapport, traceerbaarheid of klantspecifieke documenten.
- Verpakking: bundelbescherming, kunststofkappen, waterdichte verpakking, etiketten, houten pallets of exportkisten.
- Commerciële gegevens: MOQ, proefbestelhoeveelheid, herhaalbestelplan, bestemmingshaven en doeltijd voor levertijd.
Veelgemaakte fouten door kopers die moeten worden vermeden
Alleen vragen om 'op maat gesneden'
'Op maat gesneden' is onvoldoende voor een serieuze industriële bestelling. Leveranciers moeten de kwaliteit, buissoort, wanddikte, schedule, lengte, tolerantie en eindafwerking kennen. Zonder deze details kunnen twee offertes er weliswaar vergelijkbaar uitzien, maar ze omvatten vaak zeer verschillende niveaus van bewerking.
Binnenste spijkers negeren
Buitenspijkers zijn gemakkelijk te zien. Binnenspijkers zijn gemakkelijker over het hoofd te zien. Als de buis vloeistof moet vervoeren, fittingen moet ontvangen, inzetstukken moet vasthouden of een schone binnenzijde vereist, dient verwijdering van binnenspijkers in het aanvraagformulier (RFQ) te worden vermeld.
Prijzen vergelijken zonder de omvang van de levering te controleren
De ene leverancier kan ontbraming, merken, inspectie, materiaalcertificaten (MTC’s) en exportverpakking inbegrijpen. Een andere leverancier kan alleen een offerte geven voor ruwe buisafkortingen. Voordat u kiest voor de laagste prijs, bevestig dan wat is opgenomen in de omvang van de afkorting en levering.
Niet bevestigen van de verpakking voor gemengde lengtes
Gemengde afkortlengtes kunnen verwarring veroorzaken bij ontvangst en installatie. Kopers moeten duidelijke etikettering, scheiding op lengte, paklijsten en bundelidentificatie aanvragen, vooral bij grote projecten of herhaalbestellingen.
Gebruik van de verkeerde afkortmethode voor de eindtoepassing
Een ruwe snede kan toelaatbaar zijn voor niet-kritieke montage op locatie, maar is mogelijk niet toelaatbaar voor zichtbare constructies, nauwkeurige passingen, sanitaire apparatuur of toepassingen waarbij corrosiegevoeligheid een rol speelt. De eindtoepassing moet de keuze van de afkortmethode bepalen.
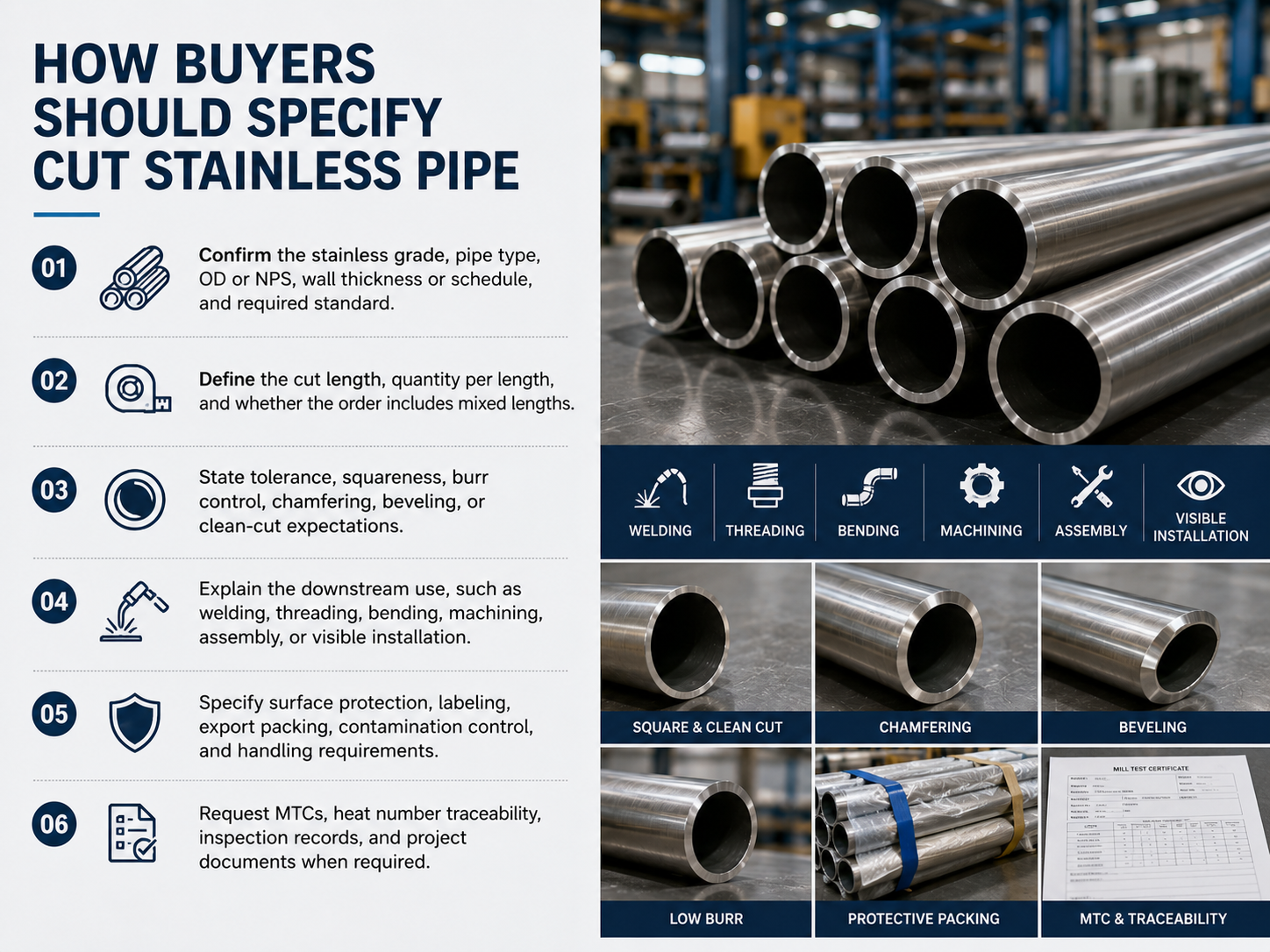
Hoe kopers afgekorte roestvaststalen buizen moeten specificeren
- Bevestig de roestvaststaalgrade, buistype, buitendiameter (OD) of nominale pijpmaat (NPS), wanddikte of schedule, en de vereiste norm.
- Definieer de snijlengte, de hoeveelheid per lengte en of de bestelling gemengde lengtes omvat.
- Geef de tolerantie, vierkantheid, burchteregeling, afschuining, afkanten of eisen voor een schone snede aan.
- Leg het toepassingsgebied in de verdere verwerking uit, zoals lassen, draadsnijden, buigen, bewerken, assemblage of zichtbare installatie.
- Specificeer de oppervlaktebescherming, etikettering, exportverpakking, contaminatiebeheersing en hanteringseisen.
- Vraag MTC’s (Material Test Certificates), traceerbaarheid via warmtenummer, inspectieverslagen en projectdocumenten aan indien vereist.
Leveranciersgoedkeuring: Waarop kopers moeten letten
Controleer voordat u een leverancier van roestvaststalen buizen goedkeurt of het offerte duidelijk de materialen-, snij-, ontbraming-, inspectie-, verpakkings- en leveringsvoorwaarden gespecificeerd heeft. Dit maakt prijsvergelijking nauwkeuriger en helpt geschillen na productie te voorkomen.
Vraag hoe de leverancier de herhaallengte regelt, hoe gesneden stukken worden gemarkeerd en hoe verschillende lengtes worden verpakt. Voor exportorders is verpakking geen klein detail. Slechte verpakking kan krassen, mengeling van lengtes, beschadigde uiteinden, vochtige bundels of ontbrekende identificatie na aankomst veroorzaken.
Voor industriële apparatuur, machinesstructuren, steunen, frames en productiesystemen dient de buisvereiste te worden beoordeeld in samenhang met de uiteindelijke werkomgeving. Gerelateerde toepassingsinformatie vindt u onder industriële productie .
De levertijd kan variëren afhankelijk van kwaliteit, diameter, wanddikte, oppervlakteafwerking, bestelhoeveelheid, snijwerklast en certificaatvereisten. Prijzen en vervoerskosten dienen altijd te worden bevestigd op basis van de huidige voorraad en de actuele marktomstandigheden voordat de bestelling wordt geplaatst.
Veelgestelde vragen
Hoe snijdt u roestvaststalen buis voor industriële fabricage?
Voor industriële fabricage wordt roestvaststalen buis veelal gesneden met een bandschuurmachine, koudeschaar, geschikte draaiende snijmachine of gecontroleerde werkplaatsverwerking. De beste methode hangt af van de kwaliteit, diameter, wanddikte, tolerantie, ontlasting van snijkanten, eindvoorwaarden en verdere bewerking zoals lassen, schroeven of montage.
Wat is de beste methode voor roestvaststalen buis op maat?
Voor veel rechte ‘cut-to-length’-bestellingen is snijden met een bandschuurmachine of koudeschaar praktisch en kosteneffectief. Snijden met een koudeschaar wordt vaak verkozen wanneer schone snijkanten en herhaalde lengtes belangrijk zijn. Lasersnijden of plasmasnijden is geschikter voor speciale profielen, gaten of gefabriceerde buisdelen.
Kan roestvrijstalen buis met een brander worden gesneden?
Brandersnijden wordt over het algemeen niet aanbevolen voor schone bestellingen van roestvrijstalen buizen, omdat dit oxidatie, verkleuring, ruwe snijkanten en extra schoonmaakwerk kan veroorzaken. Voor bestelde materialen vragen kopers doorgaans om zaagsnijden, gecontroleerd mechanisch snijden of geschikte werkplaatsverwerking.
Welke snijtolerantie moeten kopers opgeven?
De tolerantie moet overeenkomen met de projecttekening, de montagevereiste of de aankoopspecificatie. Kopers moeten de vereiste lengtetolerantie, rechtheid, inspectiemethode en of inspectieverslagen nodig zijn, duidelijk vermelden.
Hoe worden buren (burr) gecontroleerd na het snijden van roestvrijstalen buis?
Buren worden gecontroleerd door juiste keuze van het snijblad, snijsnelheid, vastklemming, voedingregeling en nabewerking (ontbramen). Afhankelijk van de toepassing kunnen kopers externe ontbraming, interne ontbraming, afschuining, afgeschuinde voorbereiding of schone, loodrechte snijkanten aanvragen.
Wat moet in een offerteaanvraag (RFQ) voor roestvrijstalen buis worden opgenomen?
Een volledig RFQ moet de kwaliteit, buissoort, norm, buitendiameter (OD) of nominale pijpdiameter (NPS), wanddikte of schedule, snijlengte, tolerantie, hoeveelheid, eindafwerking, oppervlakteafwerking, verpakking, bestemming, gewenste levertijd en MTC-vereisten omvatten, evenals tekeningen indien beschikbaar.
Is roestvaststaalbuis van type 304 of 316 beter geschikt voor bestellingen in gewenste lengte?
Zowel roestvaststaalbuis van type 304 als 316 kan worden geleverd in gewenste lengte. Type 304 wordt veel gebruikt voor algemene constructie- en technische projecten, terwijl type 316 betere corrosiebestendigheid biedt in maritieme, chemische en vochtige omgevingen. De uiteindelijke keuze dient te worden gebaseerd op de gebruiksomgeving en het projectstandaard.
Conclusie
Weten hoe roestvaststaalbuis moet worden gesneden is nuttig, maar het kopen van correct gesneden buis vereist meer dan alleen het kiezen van een snijgereedschap. Voor industriële bestellingen moet het snijbereik overeenkomen met de kwaliteit, buissoort, wanddikte, lengtetolerantie, eindafwerking, oppervlakteafwerking, fabricageproces, gebruiksomgeving, verpakking en documentatievereisten.
Als u roestvrijstalen buizen op maat nodig heeft, verstrek dan de leverancier de kwaliteit, buitendiameter (OD) of nominale pijpgrootte (NPS), drukklasse (schedule) of wanddikte, gewenste lengte, tolerantie, ontgratingseisen, hoeveelheid, verpakkingsmethode, bestemming en eisen voor het materiaalcertificaat (MTC). Duidelijke specificaties verminderen verschillen in offertes, productievertragingen en herwerkzaamheden na levering.
Vraag een offerte aan voor roestvrijstalen buizen op maat
Voyage Metal levert roestvrijstalen buizen voor industriële, technische, constructie- en exportprojecten. Stuur uw kwaliteit, buitendiameter (OD) of nominale pijpgrootte (NPS), drukklasse (schedule) of wanddikte, gesneden lengte, tolerantie, eindafwerking, hoeveelheid, bestemming, verpakking, levertijd en eisen voor het materiaalcertificaat (MTC) om een projectofferte te ontvangen.
Vraag een offerte aan voor roestvrijstalen buizen