




Cut-to-Length Stainless Steel Pipe: Cutting Methods, Tolerances, and RFQ Guide
Cut-to-length stainless steel pipe looks simple on a purchase order, but the cutting details can affect welding fit-up, assembly speed, burr removal, surface condition, packing, inspection, and final project cost.
For industrial buyers, the question is not only how to cut stainless steel pipe. The more important question is how to specify the cut length, tolerance, end condition, documentation, and packing clearly enough for suppliers to quote the same scope.
Quick Answer
Stainless steel pipe can be cut by band saw, cold saw, abrasive saw, rotary pipe cutter, laser, plasma, or a supplier’s cut-to-length processing service. For most B2B orders, saw cutting is commonly used for straight lengths, while laser or plasma processing is more suitable for special profiles, holes, slots, or fabrication work.
The right cutting method depends on grade, outside diameter, NPS, schedule, wall thickness, required length tolerance, edge condition, order quantity, surface finish, and downstream use. Buyers should not only ask for “stainless pipe cut to size.” A complete RFQ should include grade, size, length, tolerance, burr control, end preparation, inspection, MTCs, packing, and destination.
Key Takeaways for Buyers
- Cutting method should match pipe grade, wall thickness, diameter, quantity, and final application.
- Band saw and cold saw cutting are common choices for cut-to-length stainless steel pipe orders.
- Burrs, squareness, heat marks, and surface scratches can cause extra work during welding or assembly.
- A useful RFQ should define tolerance, end condition, finish protection, packing, traceability, and MTC requirements.
Why Stainless Steel Pipe Cutting Details Matter
In many projects, the cut end is where problems first appear. A pipe can meet the correct grade and size, but if the cut is rough, out of square, heavily burred, or contaminated during processing, the buyer may still face welding gaps, assembly delays, rework, or complaints from the end user.
This is especially important for stainless steel pipe used in fabrication, mechanical structures, water systems, handrails, food equipment, chemical equipment, marine components, and general industrial manufacturing. A pipe used as a decorative sleeve does not need the same edge preparation as a pipe that will be welded into a frame or connected to fittings.
Grades also matter. Common materials such as 304 stainless steel pipe and 316 stainless steel pipe are widely processed, but diameter, schedule, hardness, surface finish, and service environment still influence the cutting route. Duplex or high-performance stainless grades may require more careful handling, especially when corrosion resistance and traceability are part of the project requirement.
If you are sourcing standard or custom cut lengths, start with the base product specification first. Buyers can review available pipe options from stainless steel pipe and then add cutting, inspection, and packing details according to the project drawing or purchasing standard.

Common Stainless Steel Pipe Cutting Methods
Band Saw Cutting
Band saw cutting is one of the most practical methods for industrial cut-to-length stainless steel pipe. It is often used for general pipe lengths, medium and large diameters, mixed sizes, and stock processing. With proper clamping, blade selection, and feed control, it can deliver acceptable length control and a workable edge for many fabrication orders.
For buyers, the main points to confirm are length tolerance, squareness, burr removal, and whether the supplier will separate and label different lengths. Band saw cutting is common, but the final quality still depends on machine setup and post-cut handling.
Cold Saw Cutting
Cold saw cutting is often preferred when cleaner edges and repeated lengths are required, especially for smaller to medium-sized pipe and tube. It can produce a more controlled cut than rough abrasive cutting and is useful when the end face quality matters for assembly, welding, or visible components.
For production orders, cold saw cutting can be a good option when repeatability is important. Buyers should still specify deburring, tolerance, and surface protection instead of assuming these services are included automatically.
Abrasive Saw Cutting
Abrasive cutting may be used for site work, quick shop cutting, or less demanding applications. The drawback is that it can leave heat marks, burrs, discoloration, and rougher edges. If stainless pipe will be welded, threaded, polished, or used in a visible assembly, abrasive cutting usually needs additional cleanup.
It is also important to avoid contamination. Grinding wheels, fixtures, or tools that have been used on carbon steel can introduce iron contamination to stainless surfaces. For corrosion-sensitive applications, stainless-compatible handling and cleanup should be discussed before ordering.
Rotary Pipe Cutting
Rotary pipe cutters can work for suitable small-diameter or thin-wall pipe and tube. They can produce clean cuts when used correctly, but they are not a universal solution. On some thin-wall materials, they may slightly deform the pipe end, which can be a problem if the pipe must accept fittings, inserts, or precise assembly components.
Laser and Plasma Processing
Laser and plasma processing are more common when the project requires holes, slots, profiles, saddle cuts, or special shapes rather than simple straight cut lengths. Laser cutting can provide clean and precise results for suitable sizes and wall thicknesses. Plasma cutting can be useful for larger or heavier work, but the heat-affected edge may need grinding, cleaning, or further preparation.
For standard straight lengths, laser or plasma may not be the most cost-effective choice. For fabricated pipe parts, however, they may reduce downstream work if the cutting program, drawing, and inspection requirements are clear.
Cutting Method Comparison for Stainless Steel Pipe
The table below compares common stainless steel pipe cutting methods from a purchasing and fabrication point of view.
| Cutting Method | Typical Use | Edge Quality | Tolerance Control | Buyer Notes |
|---|---|---|---|---|
| Band saw cutting | General cut-to-length pipe, medium and larger sizes, stock processing | Usually acceptable after deburring | Good when clamping and setup are controlled | Confirm squareness, burr removal, length marking, and packing method |
| Cold saw cutting | Repeated lengths, smaller to medium sizes, cleaner end requirements | Cleaner and more controlled than rough cutting | Good for production cutting | Often suitable when repeatability and edge appearance matter |
| Abrasive cutting | Site work, rough cutting, less demanding shop cuts | May leave burrs, heat marks, and rough edges | Depends heavily on operator and setup | Ask about cleanup, contamination control, and whether heat discoloration is acceptable |
| Rotary pipe cutter | Small-diameter or thin-wall pipe and tube | Can be clean, but may deform some pipe ends | Good for suitable sizes | Check suitability if the pipe must fit inserts, ferrules, fittings, or tight assemblies |
| Laser cutting | Special profiles, holes, slots, precise pipe components | Clean when parameters are controlled | High for suitable projects | Best considered when drawings or repeatable profiles are required |
| Plasma cutting | Larger pipe, profile work, fabrication cutting | Heat-affected edge may require cleanup | Depends on machine, fixture, and operator | Useful for some fabrication jobs, but not always ideal for clean square ends |
Can Stainless Steel Pipe Be Cut With a Torch?
In most clean fabrication or ordered cut-to-length applications, torch cutting is not the preferred option for stainless steel pipe. Uncontrolled heat can leave oxidation, discoloration, rough edges, and extra grinding work. If the pipe will be welded, threaded, sealed, polished, or used in a visible assembly, buyers should usually request saw cutting, controlled mechanical cutting, or suitable shop processing instead.
Thermal cutting may still be used for demolition, rough removal, or non-critical field work. That is different from buying finished stainless steel pipe lengths for an industrial project. When corrosion resistance is one of the reasons for choosing stainless steel, avoid unnecessary heat damage and surface contamination whenever possible.
For broader material selection, buyers can compare stainless options under stainless steel materials. The cutting requirement, however, should always be tied to the actual grade, drawing, fabrication route, and service environment.
Tolerance, Squareness, Burr Control, and End Preparation
Length tolerance should be stated clearly in the RFQ or drawing. A loose tolerance may be acceptable for rough fabrication, while frame assembly, welded spools, equipment parts, or machined components may require tighter control. If the project has a drawing tolerance, do not replace it with a general note such as “cut accurately.” Send the actual tolerance.
Squareness is just as important as length. A pipe cut at a slight angle can create uneven gaps during welding or make assembly difficult. This may not be noticed when the material is packed, but it becomes obvious when the fabrication team starts fitting the parts.
Burr control should also be specified. External burrs can scratch nearby parts or interfere with assembly. Internal burrs can restrict flow, disturb inserted parts, or create cleaning problems. Depending on the application, buyers may request external deburring, internal deburring, chamfering, bevel preparation, or clean square-cut ends.
For polished, brushed, or visible stainless pipe, surface protection deserves attention. Protective film, separated packing, soft spacers, plastic end caps, or careful bundle protection may be needed to reduce scratches during handling and export shipment.
Common RFQ Details for Cut-to-Length Stainless Steel Pipe
A good stainless steel pipe RFQ should make the supplier quote the full job, not only the raw material. The table below shows typical information buyers may include.
| RFQ Item | What to Specify | Example Wording |
|---|---|---|
| Material grade | 304, 304L, 316, 316L, duplex, or project grade | 316L stainless steel pipe, ASTM A312 if required |
| Pipe type | Seamless or welded pipe | Seamless stainless steel pipe, schedule 40 |
| Size | OD or NPS, wall thickness, schedule | NPS 2, Sch 10S, or OD 60.3 mm with specified wall thickness |
| Cut length | Required length and quantity per length | Cut to 1200 mm, 500 pcs |
| Tolerance | Length tolerance, squareness, drawing requirement | Length tolerance according to drawing or project requirement |
| End condition | Plain end, deburred, chamfered, beveled, clean square cut | Both ends deburred, no sharp burrs |
| Surface finish | Mill finish, brushed, polished, pickled, protected surface | Brushed surface, protect against scratches during packing |
| Documents | MTC, heat number, inspection record, traceability | Mill test certificate required with heat number traceability |
| Packing | Bundles, caps, waterproof wrapping, labels, pallets | Export packing with clear labels for each length |
| Delivery details | Destination, delivery term, port, lead time target | Quote FOB Shanghai and CIF destination port |
For regular 304 and 316 stainless orders, buyers may also review 304 and 316 stainless steel supply for engineering use to align grade selection with application, product form, and project environment.
Buyer’s Checklist Before Requesting a Quote
Before sending a cut-to-length stainless steel pipe inquiry, prepare the following details:
- Grade: 304, 304L, 316, 316L, duplex, super duplex, or project-specified stainless grade.
- Pipe type: seamless stainless steel pipe or welded stainless steel pipe.
- Standard: ASTM A312, ASTM A269, EN 10216-5, EN 10217-7, ASME, ISO, or project-specific standard if required.
- Size: OD or NPS, wall thickness, schedule, required length, and quantity.
- Tolerance: length tolerance, squareness, straightness, and any drawing requirement.
- End condition: plain end, deburred end, chamfered end, beveled end, or clean square cut.
- Surface finish: mill finish, brushed, polished, pickled, passivated if required, or protected surface.
- Fabrication route: welding, threading, bending, machining, drilling, assembly, or installation.
- Service environment: indoor, outdoor, marine, chemical, food equipment, high humidity, or high temperature.
- Documentation: MTC, heat number, inspection report, traceability, or customer-specific documents.
- Packing: bundle protection, plastic caps, waterproof wrapping, labels, wooden pallets, or export crates.
- Commercial details: MOQ, trial order quantity, repeat order plan, destination port, and lead time target.
Common Mistakes Buyers Should Avoid
Only Asking for “Cut to Size”
“Cut to size” is not enough for a serious industrial order. Suppliers need to know the grade, pipe type, wall thickness, schedule, length, tolerance, and end condition. Without these details, two quotations may look similar but include very different levels of processing.
Ignoring Internal Burrs
External burrs are easy to see. Internal burrs are easier to miss. If the pipe will carry fluid, receive fittings, hold inserts, or require clean internal surfaces, internal burr removal should be mentioned in the RFQ.
Comparing Prices Without Checking Scope
One supplier may include deburring, marking, inspection, MTCs, and export packing. Another may quote only raw pipe cuts. Before choosing the lowest price, confirm what is included in the cutting and delivery scope.
Not Confirming Packing for Mixed Lengths
Mixed cut lengths can create confusion during receiving and installation. Buyers should request clear labels, length separation, packing lists, and bundle identification, especially for large projects or repeat orders.
Using the Wrong Cutting Method for the Final Application
A rough cut may be acceptable for non-critical field fabrication, but it may not be acceptable for visible assemblies, tight fit-up, sanitary equipment, or corrosion-sensitive applications. The final use should guide the cutting method.
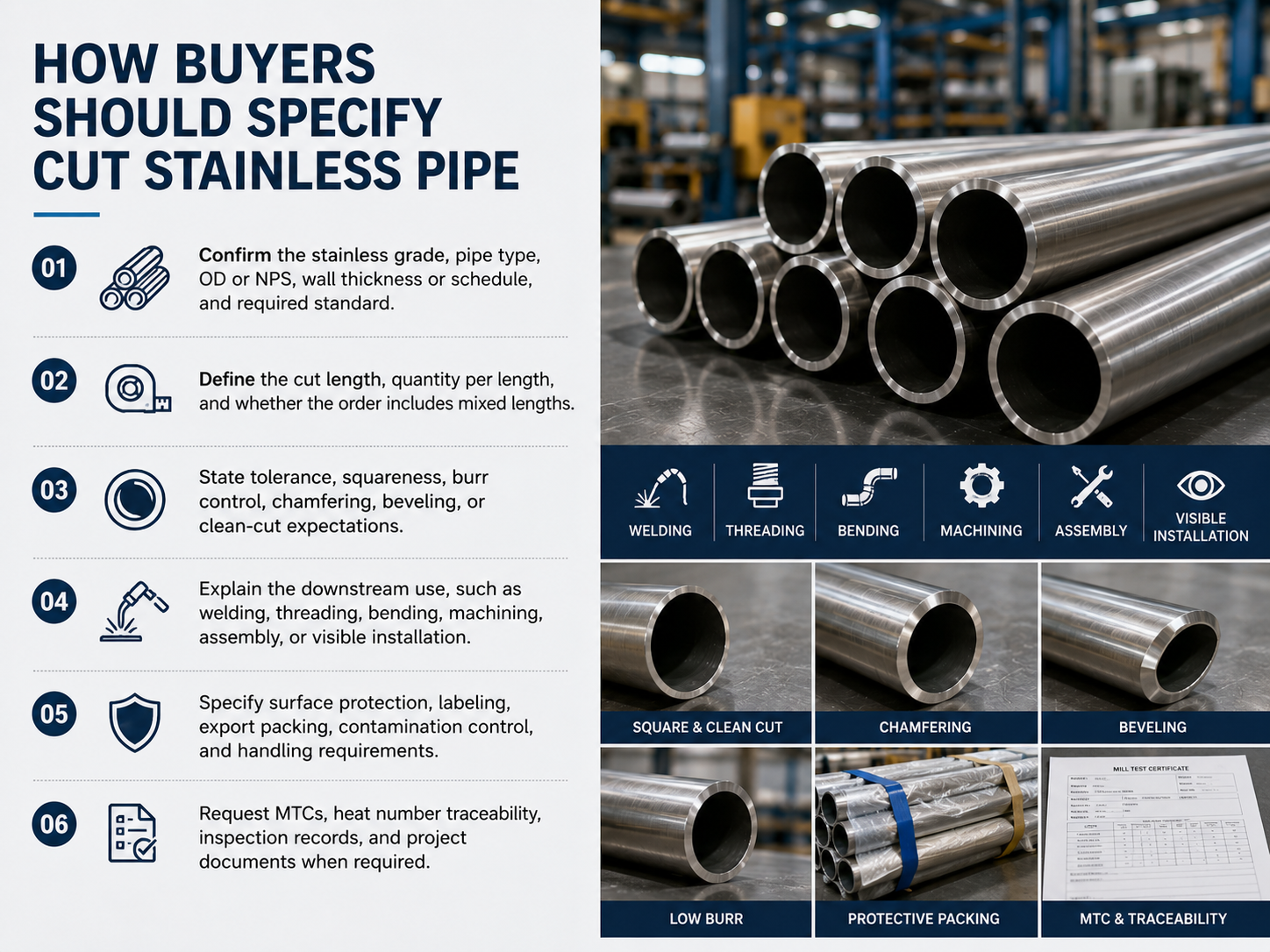
How Buyers Should Specify Cut Stainless Pipe
- Confirm the stainless grade, pipe type, OD or NPS, wall thickness or schedule, and required standard.
- Define the cut length, quantity per length, and whether the order includes mixed lengths.
- State tolerance, squareness, burr control, chamfering, beveling, or clean-cut expectations.
- Explain the downstream use, such as welding, threading, bending, machining, assembly, or visible installation.
- Specify surface protection, labeling, export packing, contamination control, and handling requirements.
- Request MTCs, heat number traceability, inspection records, and project documents when required.
Supplier Approval: What Buyers Should Check
Before approving a stainless steel pipe supplier, check whether the quotation clearly separates material, cutting, deburring, inspection, packing, and delivery terms. This makes price comparison more accurate and helps avoid disputes after production.
Ask how the supplier controls repeat length, how cut pieces are marked, and how different lengths are packed. For export orders, packing is not a small detail. Poor packing can cause scratches, mixed lengths, damaged ends, wet bundles, or missing identification after arrival.
For industrial equipment, machinery structures, supports, frames, and production systems, the pipe requirement should be reviewed together with the final working environment. Related application information can be found under industrial manufacturing.
Lead time can change with grade, diameter, wall thickness, surface finish, order quantity, cutting workload, and certificate requirements. Prices and freight should always be confirmed based on current stock and current market conditions before placing the order.
FAQ
How do you cut stainless steel pipe for industrial fabrication?
For industrial fabrication, stainless steel pipe is commonly cut by band saw, cold saw, suitable rotary cutter, or controlled shop processing. The best method depends on grade, diameter, wall thickness, tolerance, burr control, end condition, and downstream work such as welding, threading, or assembly.
What is the best method for cut-to-length stainless steel pipe?
For many straight cut-to-length orders, band saw or cold saw cutting is practical and cost-effective. Cold saw cutting may be preferred when cleaner edges and repeated lengths are important. Laser or plasma processing is more suitable for special profiles, holes, or fabricated pipe parts.
Can stainless steel pipe be cut with a torch?
Torch cutting is generally not preferred for clean stainless steel pipe orders because it can leave oxidation, discoloration, rough edges, and extra cleanup work. For ordered material, buyers usually request saw cutting, controlled mechanical cutting, or suitable shop processing.
What cutting tolerance should buyers specify?
The tolerance should follow the project drawing, assembly requirement, or purchasing specification. Buyers should state the required length tolerance, squareness, inspection method, and whether inspection records are needed.
How are burrs controlled after cutting stainless steel pipe?
Burrs are controlled by proper blade selection, cutting speed, clamping, feed control, and post-cut deburring. Buyers may request external deburring, internal deburring, chamfering, bevel preparation, or clean square-cut ends depending on the application.
What should be included in a stainless steel pipe RFQ?
A complete RFQ should include grade, pipe type, standard, OD or NPS, wall thickness or schedule, cut length, tolerance, quantity, end condition, surface finish, packing, destination, lead time target, MTC requirements, and drawings if available.
Is 304 or 316 stainless steel pipe better for cut-to-length orders?
Both 304 and 316 stainless steel pipe can be supplied in cut-to-length form. 304 is commonly used for general fabrication and engineering projects, while 316 offers better corrosion resistance in marine, chemical, and high-humidity environments. The final choice should follow the service environment and project standard.
Conclusion
Knowing how to cut stainless steel pipe is useful, but buying correctly cut pipe requires more than choosing a cutting tool. For industrial orders, the cutting scope should match the grade, pipe type, wall thickness, length tolerance, end condition, surface finish, fabrication route, service environment, packing, and documentation requirements.
If you need cut-to-length stainless steel pipe, provide the supplier with grade, OD or NPS, schedule or wall thickness, required length, tolerance, burr control, quantity, packing method, destination, and MTC requirements. Clear specifications reduce quotation differences, production delays, and rework after delivery.
Request a Quote for Cut-to-Length Stainless Steel Pipe
Voyage Metal supplies stainless steel pipe for industrial, engineering, fabrication, and export projects. Send your grade, OD or NPS, schedule or wall thickness, cut length, tolerance, end condition, quantity, destination, packing, lead time, and MTC requirements for a project quotation.
Request a Stainless Steel Pipe Quote