




Uzunluğa Göre Kesilmiş Paslanmaz Çelik Boru: Kesim Yöntemleri, Toleranslar ve Teklif Talep Rehberi
Satın Alma Siparişinde uzunluğa göre kesilen paslanmaz çelik boru basit görünse de, kesim detayları kaynak uyumunu, montaj hızını, kenar dikişi temizleme işlemini, yüzey durumunu, paketlemeyi, muayeneyi ve son proje maliyetini etkileyebilir.
Endüstriyel alıcılar için soru yalnızca paslanmaz çelik borunun nasıl kesileceği değildir. Daha önemli soru, tedarikçilerin aynı kapsamda teklif verebilmesi için kesim uzunluğu, tolerans, uç koşulu, belgelendirme ve paketleme şartlarının ne kadar açık ve net belirtileceğidir.
Hızlı cevap
Paslanmaz çelik borular, bant testeresi, soğuk testere, aşındırıcı testere, döner boru kesici, lazer, plazma veya tedarikçinin uzunluğa göre kesim işlem hizmeti ile kesilebilir. Çoğu B2B siparişi için düz uzunluklarda genellikle testere ile kesim kullanılırken; özel profiller, delikler, yuvalar veya imalat işleri için lazer veya plazma işlemi daha uygundur.
Doğru kesim yöntemi, sınıf, dış çap, NPS, program, duvar kalınlığı, gerekli uzunluk toleransı, kenar durumu, sipariş miktarı, yüzey bitimi ve sonraki kullanım alanına bağlıdır. Alıcılar yalnızca "boyutlandırılmış paslanmaz çelik boru" talep etmemelidir. Tam bir RFQ (Teklif Talep Belgesi), sınıfı, boyutu, uzunluğu, toleransı, kenar pürüz kontrolünü, uç hazırlığını, muayeneyi, malzeme test sertifikalarını (MTC), ambalajı ve varış noktasını içermelidir.
Alıcılar İçin Temel Çıkarımlar
- Kesim yöntemi, boru sınıfı, duvar kalınlığı, çap, miktar ve nihai uygulamaya uygun olmalıdır.
- Boyutlandırılmış paslanmaz çelik boru siparişleri için bant testeresi ve soğuk testere kesimi yaygın tercihlerdir.
- Pürüzler, diklik hatası, ısı izleri ve yüzey çizikleri, kaynak veya montaj sırasında ek iş yüküne neden olabilir.
- Yararlı bir RFQ, toleransı, uç durumunu, yüzey korumasını, ambalajı, takip edilebilirliği ve MTC gereksinimlerini tanımlamalıdır.
Paslanmaz Çelik Boru Kesimi Detaylarının Önemi
Birçok projede kesim sonu, sorunların ilk ortaya çıktığı yerdir. Bir boru doğru sınıf ve boyutta olabilir; ancak kesim yüzeyi pürüzlü, kare dışı, yoğun kenar dikişli (burr) veya işleme sırasında kirletilmişse alıcı yine de kaynak aralıkları, montaj gecikmeleri, tekrar işlenme veya son kullanıcıdan şikayetlerle karşılaşabilir.
Bu durum, imalat, mekanik yapılar, su sistemleri, korkuluklar, gıda ekipmanları, kimya ekipmanları, denizcilik bileşenleri ve genel endüstriyel üretim gibi alanlarda kullanılan paslanmaz çelik borular için özellikle önemlidir. Dekoratif bir kılıf olarak kullanılan bir borunun kenar hazırlığı, bir çerçevenin içine kaynaklanacak veya bağlantı parçalarına bağlanacak bir borunun kenar hazırlığı ile aynı değildir.
Sınıflandırmalar da önemlidir. Yaygın olarak işlenen yaygın malzemeler arasında 304 paslanmaz çelik boru ve 316 paslanmaz çelik boru bulunur; ancak çap, boru kalınlığı sınıfı (schedule), sertlik, yüzey bitimi ve kullanım ortamı hâlâ kesim yolunu etkiler. Duplex veya yüksek performanslı paslanmaz çelik sınıfları, özellikle korozyon direnci ve izlenebilirlik proje gereksinimlerinin bir parçası olduğunda daha dikkatli bir şekilde işlenmelidir.
Standart veya özel kesim uzunlukları temin ediyorsanız, öncelikle temel ürün spesifikasyonuyla başlayın. Alıcılar, mevcut boru seçeneklerini paslanmaz çelik boru adresinden inceleyebilir ve ardından projenin çizimine veya satın alma standardına göre kesim, muayene ve ambalaj detaylarını ekleyebilir.

Yaygın Paslanmaz Çelik Boru Kesim Yöntemleri
Bant testeresi ile kesim
Bant testeresi kesimi, endüstriyel ölçekte paslanmaz çelik boruların istenilen uzunlukta kesilmesi için en pratik yöntemlerden biridir. Genellikle standart boru uzunlukları, orta ve büyük çaplar, karışık boyutlar ile stok işleme işlemlerinde kullanılır. Uygun sıkma, bıçak seçimi ve ilerleme kontrolü ile birçok imalat siparişi için kabul edilebilir uzunluk hassasiyeti ve işlenebilir bir kenar kalitesi sağlanabilir.
Alıcılar için onaylanması gereken temel hususlar; uzunluk toleransı, diklik (karelik), kenar döküntülerinin (kesim kenarı çıkıntılarının) giderilmesi ve tedarikçinin farklı uzunluktaki boruları ayırıp etiketleyip etmeyeceğidir. Bant testeresi kesimi yaygın bir yöntemdir; ancak nihai kalite yine de makine ayarına ve kesim sonrası işleme yöntemlerine bağlıdır.
Soğuk testere kesimi
Daha temiz kenarlar ve tekrarlayan uzunluklar gerektiği durumlarda, özellikle küçükten orta boyutlara kadar boru ve tüpler için soğuk testere kesimi tercih edilir. Kaba aşındırıcı kesime kıyasla daha kontrollü bir kesim sağlar ve montaj, kaynak veya görünür bileşenler için uç yüzey kalitesi önemli olduğunda oldukça faydalıdır.
Üretim siparişleri için tekrarlanabilirlik önemliyse soğuk testere kesimi iyi bir seçenek olabilir. Alıcılar, bu hizmetlerin otomatik olarak dahil edildiğini varsaymak yerine kenar temizleme, tolerans ve yüzey koruması gibi hususları açıkça belirtmelidir.
Aşındırıcı Testere Kesimi
Aşındırıcı kesim, saha işleri, hızlı atölye kesimi veya daha az talep eden uygulamalar için kullanılabilir. Dezavantajı, ısı izleri, kenar döküntüleri (kaynak), renk değişimi ve daha pürüzlü kenarlar bırakabilmesidir. Paslanmaz çelik boru kaynaklanacak, dişli yapılacak, parlatılacak ya da görünür bir montajda kullanılacaksa aşındırıcı kesim genellikle ek temizlik gerektirir.
Kirlenmeyi önlemek de önemlidir. Karbon çelik üzerinde kullanılan zımpara diskleri, sabitleme aparatları veya aletler paslanmaz çelik yüzeylere demir kirliliği bulaştırabilir. Korozyona duyarlı uygulamalar için paslanmaz çelik ile uyumlu işlem ve temizlik yöntemleri sipariş verilmeden önce görüşülmelidir.
Döner Boru Kesimi
Döner boru kesiciler, uygun küçük çaplı veya ince duvarlı borular ve tüpler için kullanılabilir. Doğru şekilde kullanıldıklarında temiz kesimler sağlayabilirler; ancak evrensel bir çözüm değildir. Bazı ince duvarlı malzemelerde boru ucunu hafifçe deforme edebilirler; bu da borunun bağlantı parçaları, soketler veya hassas montaj bileşenleriyle uyumlu olması gerekiyorsa sorun yaratabilir.
Lazer ve Plazma İşleme
Lazer ve plazma işleme, basit düz kesim uzunlukları yerine delikler, yuvalar, profiller, kemer kesimleri veya özel şekiller gerektiren projelerde daha yaygındır. Lazer kesim, uygun boyutlar ve duvar kalınlıkları için temiz ve hassas sonuçlar sağlayabilir. Plazma kesim, daha büyük veya daha ağır işler için faydalı olabilir; ancak ısı etkilenmiş kenarın zımparalanması, temizlenmesi veya başka işlemlerle hazırlanması gerekebilir.
Standart düz uzunluklar için lazer veya plazma kesim en maliyet-etkin seçenek olmayabilir. Ancak imal edilmiş boru parçaları için, kesim programı, çizim ve muayene gereksinimleri net olduğunda aşağı akışta yapılacak iş miktarını azaltabilir.
Paslanmaz Çelik Boru Kesim Yöntemleri Karşılaştırması
Aşağıdaki tablo, paslanmaz çelik boru kesim yöntemlerini satın alma ve imalat açısından karşılaştırmaktadır.
| Kesim yöntemi | Tipik Kullanım | Kenar kalitesi | Tolerans kontrolü | Alıcı Notları |
|---|---|---|---|---|
| Bant testeresi ile kesim | Genel kesme uzunluğunda boru, orta ve büyük boyutlar, stok işleme | Kenar düzeltmesi (deburring) sonrası genellikle kabul edilebilir | Sıkma ve kurulum kontrol altında tutulduğunda iyidir | Diklik doğruluğu, kenar düzeltmesi, uzunluk işaretleme ve ambalaj yöntemi doğrulanmalıdır |
| Soğuk testere kesimi | Tekrarlayan uzunluklar, küçükten orta boyutlara kadar, daha temiz uç gereksinimleri | Kaba kesime göre daha temiz ve daha kontrollüdür | Üretim kesimi için uygundur | Tekrarlanabilirlik ve kenar görünümü önemli olduğunda genellikle uygundur |
| Aşındırıcı kesim | Saha çalışmaları, kaba kesimler, daha az talep eden atölye kesimleri | Kenar büküntüleri, ısı izleri ve pürüzlü kenarlar bırakabilir | İşletmeciye ve kurulumuna büyük ölçüde bağlıdır | Temizlik, kontaminasyon kontrolü ve ısı nedeniyle renk değişimi kabul edilip edilemeyeceği hakkında sorun |
| Döner boru kesici | Küçük çaplı veya ince cidarlı borular ve tüpler | Temiz olabilir ancak bazı boru uçlarını deforme edebilir | Uygun boyutlar için iyidir | Boru, bağlantı elemanları, somunlar, bağlantı parçaları veya sıkı montajlara uyacaksa uygunluğu kontrol edin |
| Lazer Kesimi | Özel profiller, delikler, yuvalar, hassas boru bileşenleri | Parametreler kontrol altında tutulduğunda temizleyin | Uygun projeler için yüksek | Çizimler veya tekrarlanabilir profiller gerekli olduğunda en iyi düşünülmelidir |
| Plazma kesimi | Daha büyük borular, profil işleri, imalat kesimi | Isı etkisi altındaki kenarın temizlenmesi gerekebilir | Kullanılan makineye, sabitleme aparatına ve operatöre bağlıdır | Bazı imalat işleri için kullanışlıdır; ancak temiz, kare uçlar için her zaman ideal değildir |
Paslanmaz çelik boru bir alevle kesilebilir mi?
Çoğu temiz imalat veya siparişe göre kesilen uzunluk uygulamalarında, paslanmaz çelik borular için alevle kesim tercih edilen bir seçenek değildir. Kontrolsüz ısı, oksidasyon, renk değişimi, pürüzlü kenarlar ve ekstra zımpara işi bırakabilir. Boru kaynaklanacak, dişli yapılacak, sızdırmazlık sağlanacak, parlatılacak veya görünür bir montajda kullanılacaksa alıcılar genellikle testereyle kesim, kontrollü mekanik kesim ya da uygun atölye işlemi talep etmelidir.
Termal kesim, yıkım, kaba kaldırma veya kritik olmayan saha çalışmaları gibi durumlarda hâlâ kullanılabilir. Ancak bu, bir endüstriyel proje için bitmiş paslanmaz çelik boru uzunlukları satın almakla farklıdır. Paslanmaz çeliğin seçilmesinin nedenlerinden biri korozyon direnciyse, gereksiz ısı hasarı ve yüzey kirliliğinden mümkün olduğunca kaçınılmalıdır.
Daha geniş malzeme seçeneği için alıcılar paslanmaz çelik seçeneklerini stainless steel materials . Kesim gereksinimi, ancak her zaman gerçek sınıf, çizim, imalat yolu ve kullanım ortamına bağlı olmalıdır.
Tolerans, Diklik, Kenar Keskinliği Kontrolü ve Uç Hazırlığı
Uzunluk toleransı, Teklif Talep Belgesi (RFQ) veya çizimde açıkça belirtilmelidir. Kaba imalat için gevşek bir tolerans kabul edilebilirken, çerçeve montajı, kaynaklı boru demetleri, ekipman parçaları veya tornalanmış bileşenler daha sıkı bir kontrol gerektirebilir. Proje bir çizim toleransına sahipse, bunu 'tam olarak kesin' gibi genel bir notla değiştirmeyin. Gerçek toleransı gönderin.
Diklik, uzunluk kadar önemlidir. Hafif bir açıyla kesilen bir boru, kaynak sırasında eşit olmayan boşluklara neden olabilir veya montajı zorlaştırabilir. Bu durum malzeme paketlenirken fark edilmeyebilir; ancak imalat ekibi parçaları takmaya başladığında açıkça görülür.
Kenar keskinliği kontrolü de belirtilmelidir. Dış kenar keskinlikleri, yakınlarındaki parçalara çizik atabilir veya montajı engelleyebilir. İç kenar keskinlikleri ise akışı kısıtlayabilir, içine takılan parçaları bozabilir veya temizlik sorunlarına neden olabilir. Uygulamaya bağlı olarak alıcılar, dış kenar temizleme, iç kenar temizleme, pah kırma, eğimli yüzey hazırlama veya temiz, dik kesilmiş uçlar talep edebilir.
Parlak, fırınlanmış veya görünür paslanmaz çelik borular için yüzey koruması dikkat gerektirir. Taşıma ve ihracat sevkıyatı sırasında çizilmeleri azaltmak amacıyla koruyucu film, ayrılmış ambalaj, yumuşak ayırıcılar, plastik uç kapakları veya dikkatli demet koruması gerekebilir.
Kesilmiş Uzunlukta Paslanmaz Çelik Boru İçin Yaygın RFQ Ayrıntıları
İyi bir paslanmaz çelik boru RFQ’su, tedarikçinin yalnızca ham madde değil, tam işi teklif etmesini sağlamalıdır. Aşağıdaki tabloda alıcıların genellikle dahil edeceği bilgiler yer almaktadır.
| RFQ kalemi | Ne Belirtmelisiniz | Örnek ifade |
|---|---|---|
| Malzeme Sınıfı | 304, 304L, 316, 316L, çift fazlı (duplex) veya proje sınıfı | 316L paslanmaz çelik boru, gerekirse ASTM A312 standardına uygun |
| Boru Tipi | Dikişsiz veya kaynaklı boru | Dikişsiz paslanmaz çelik boru, Schedule 40 |
| Boyut | OD veya NPS, duvar kalınlığı, schedule | NPS 2, Sch 10S veya OD 60,3 mm ile belirtilen duvar kalınlığı |
| Kesim uzunluğu | Gerekli uzunluk ve uzunluk başına adet | 1200 mm’ye kesilmiş, 500 adet |
| Tolerans | Uzunluk toleransı, diklik, çizim gereksinimi | Uzunluk toleransı, çizime veya proje gereksinimine göre |
| Uç koşulu | Düz uç, kenarları temizlenmiş, pah kırılmış, eğimli, temiz ve dik kesim | Her iki uç da kenarları temizlenmiş, keskin kenar yok |
| Yüzey İşleme | Fabrika yüzeyi, fırçalanmış, parlatılmış, paslanmaz asit banyosuna alınmış, korunmuş yüzey | Fırçalanmış yüzey, paketleme sırasında çizilmelere karşı koruma sağlar |
| Belgeleşme | MTC, ısı numarası, muayene kaydı, izlenebilirlik | Isı numarası izlenebilirliğiyle birlikte MTC (Mill Test Certificate) gereklidir |
| Ambalaj | Demetler, kapaklar, su geçirmez sargı, etiketler, paletler | Her uzunluk için açık etiketlerle ihracat ambalajı |
| Teslimat detayları | Varış yeri, teslimat koşulu, liman, önceden belirlenmiş sevkiyat süresi hedefi | Shanghai FOB ve varış limanı CIF fiyat teklifi veriniz |
Düzenli 304 ve 316 paslanmaz çelik siparişleri için alıcılar incelemeyi de gerçekleştirebilir mühendislik amaçlı kullanım için 304 ve 316 paslanmaz çelik tedariki sınıf seçiminin uygulama, ürün şekli ve proje ortamıyla uyumlu hale getirilmesi
Teklif Talep Etmek Öncesinde Alıcının Kontrol Listesi
Kesme uzunluğunda paslanmaz çelik boru hakkında sorgu göndermeden önce aşağıdaki detayları hazırlayın:
- Sınıf: 304, 304L, 316, 316L, duplex, süper duplex veya projeye özel paslanmaz çelik sınıfı.
- Boru tipi: dikişsiz paslanmaz çelik boru veya kaynaklı paslanmaz çelik boru.
- Standart: ASTM A312, ASTM A269, EN 10216-5, EN 10217-7, ASME, ISO veya gerekliyse projeye özel standart.
- Boyut: dış çap (OD) veya nominal boru boyutu (NPS), duvar kalınlığı, schedule (sınıflandırma), gereken uzunluk ve miktar.
- Tolerans: uzunluk toleransı, karelik, doğruluk ve herhangi bir çizim gereksinimi.
- Uç durumu: düz uç, kenarları temizlenmiş uç, pah kırılmış uç, konik uç veya temiz kare kesim.
- Yüzey işleyişi: fabrika yüzeyi, fırçalanmış, parlatılmış, asitlenmiş, pasivasyon işlemi yapılmış (gerekirse) veya korumalı yüzey.
- İmalat yöntemi: kaynak, diş açma, bükme, tornalama, delme, montaj veya kurulum.
- Servis ortamı: iç mekân, dış mekân, denizcilik, kimya endüstrisi, gıda ekipmanları, yüksek nem veya yüksek sıcaklık.
- Belgeler: Malzeme Test Sertifikası (MTC), ısı numarası, muayene raporu, izlenebilirlik veya müşteriye özel belgeler.
- Paketleme: demet koruması, plastik kapaklar, su geçirmez sarım, etiketler, ahşap paletler veya ihracat kasaları.
- Ticari detaylar: Minimum Sipariş Miktarı (MOQ), deneme siparişi miktarı, tekrar sipariş planı, varış limanı ve teslim süresi hedefi.
Alıcıların Kaçınması Gereken Yaygın Hatalar
Sadece ‘İstenilen Boyuta Kesme’ Talep Ediliyor
‘İstenilen Boyuta Kesme’ ciddi bir sanayi siparişi için yeterli değildir. Tedarikçilerin sınıf, boru tipi, cidar kalınlığı, schedule (standart kalınlık sınıfı), uzunluk, tolerans ve uç koşulları gibi bilgileri bilmesi gerekir. Bu detaylar olmadan iki fiyat teklifi benzer görünse de içerdiği işçilik düzeyleri çok farklı olabilir.
İç Kenar Dikişlerinin (İç Bur) Göz Ardı Edilmesi
Dış kenar dikişleri (dış bur) kolayca görülebilir. İç kenar dikişleri ise fark edilmesi daha zordur. Boru akışkan taşıyacaksa, bağlantı parçalarına (fitting) monte edilecekse, içine yerleştirilecek parçalar (insert) barındıracaksa ya da iç yüzeylerin temiz olması gerekiyorsa, RFQ’da (Teklif İsteği) iç kenar dikişi giderilmesi belirtilmelidir.
Kapsamı kontrol etmeden fiyat karşılaştırması
Bir tedarikçi, kenar temizleme, işaretleme, muayene, malzeme test sertifikaları (MTC) ve ihracat ambalajını dahil edebilir. Diğer bir tedarikçi ise yalnızca ham boru kesimlerini fiyatlandırabilir. En düşük fiyatı seçmeden önce, kesim ve teslimat kapsamına nelerin dahil olduğunu doğrulayın.
Karışık uzunluklar için ambalajın onaylanmaması
Karışık kesim uzunlukları, teslim alım ve montaj sırasında karışıklığa neden olabilir. Alıcılar, özellikle büyük projelerde veya tekrarlayan siparişlerde, açık etiketleme, uzunluklara göre ayrılmış paketleme, paket listeleri ve demet tanımlaması talep etmelidir.
Nihai uygulama için yanlış kesim yöntemi kullanılması
Yaklaşık bir kesim, kritik olmayan saha imalatı için kabul edilebilir olabilir; ancak görünür montajlar, sık toleranslı birleştirme, hijyenik ekipmanlar veya korozyona duyarlı uygulamalar için uygun olmayabilir. Kesim yöntemi, ürünün nihai kullanım amacına göre belirlenmelidir.
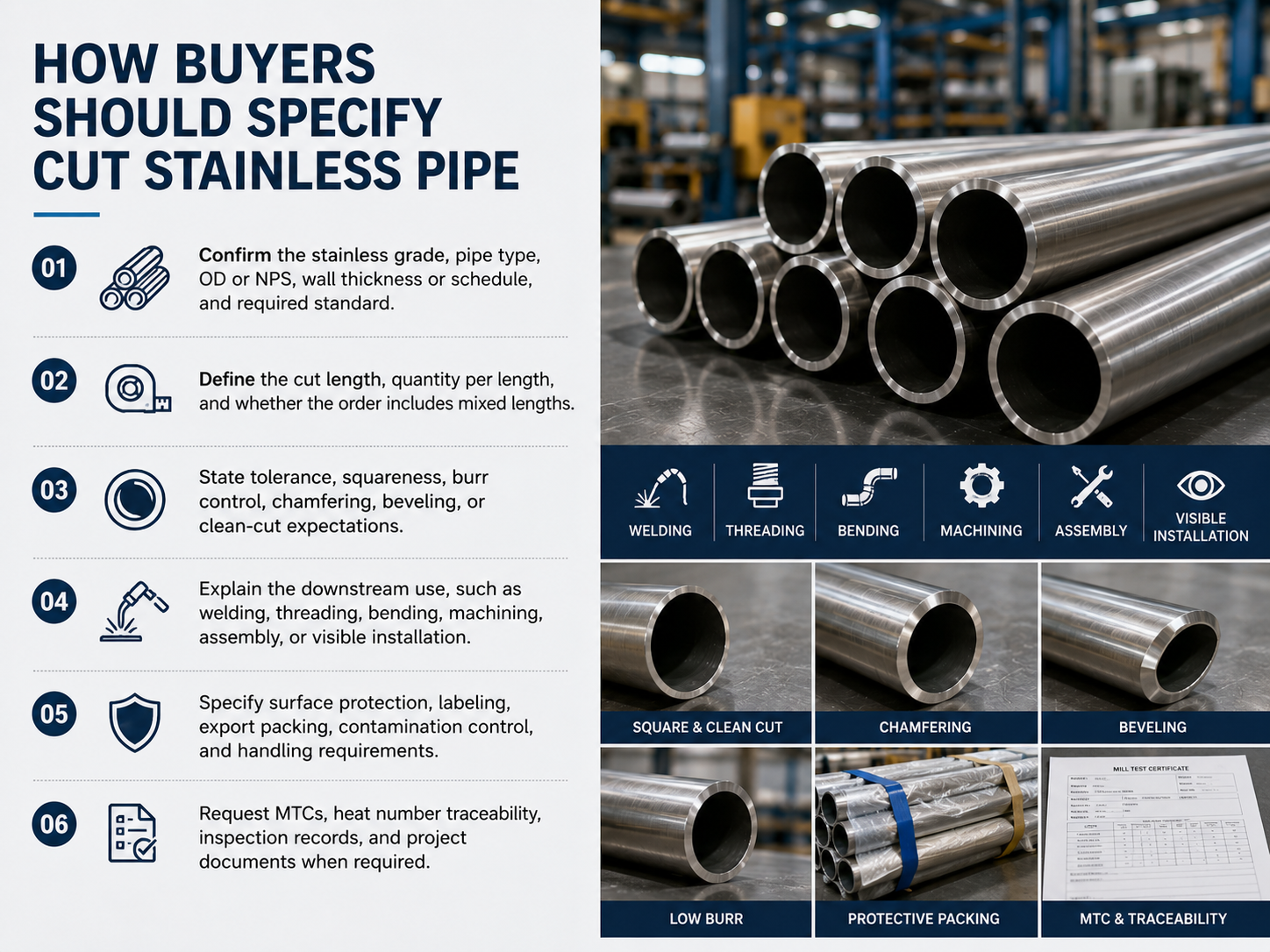
Alıcıların Paslanmaz Çelik Boru Kesimini Nasıl Belirtmesi Gerektiği
- Paslanmaz çelik sınıfını, boru tipini, dış çapı (OD) ya da nominal boru boyutunu (NPS), cidar kalınlığını ya da schedule değerini ve gerekli standardı doğrulayın.
- Kesim uzunluğunu, uzunluk başına miktarı ve siparişin karışık uzunluklar içerip içermediğini belirtin.
- Tolerans, karelik, kenar kesintisi kontrolü, payetleme, eğimli kesim veya temiz kesim beklentilerini belirtin.
- Kaynak, diş açma, bükme, işlenme, montaj veya görünür kurulum gibi aşağı akıştaki kullanım amacını açıklayın.
- Yüzey koruması, etiketleme, ihracat ambalajı, kontaminasyon kontrolü ve taşıma gereksinimlerini belirtin.
- Gerekli olduğunda Malzeme Test Sertifikaları (MTC), ısı numarası izlenebilirliği, muayene kayıtları ve proje dokümanları talep edin.
Tedarikçi Onayı: Alıcıların Kontrol Etmeleri Gerekenler
Paslanmaz çelik boru tedarikçisini onaylamadan önce, teklifin malzeme, kesim, kenar temizleme, muayene, ambalaj ve teslimat koşullarını açıkça ayırıp ayırmadığını kontrol edin. Bu, fiyat karşılaştırmasını daha doğru hale getirir ve üretim sonrası anlaşmazlıkları önler.
Tedarikçinin tekrar uzunluğunu nasıl kontrol ettiğini, kesilen parçaların nasıl işaretlendiğini ve farklı uzunlukların nasıl paketlendiğini sorun. İhracat siparişleri için paketleme küçük bir ayrıntı değildir. Zayıf paketleme, çizik oluşmasına, karışık uzunluklara, uçlarda hasara, ıslak demetlere veya varıştan sonra tanımlama bilgilerinin kaybolmasına neden olabilir.
Endüstriyel ekipmanlar, makine yapıları, destekler, çerçeveler ve üretim sistemleri için boru gereksinimi, son çalışma ortamıyla birlikte değerlendirilmelidir. İlgili uygulama bilgileri aşağıdaki başlıkta bulunabilir: endüstriyel Üretim .
Teslim süresi, sınıf, çap, cidar kalınlığı, yüzey işlenmesi, sipariş miktarı, kesim iş yükü ve sertifika gereksinimlerine göre değişebilir. Fiyatlar ve nakliye ücretleri, sipariş verilmeden önce her zaman mevcut stok ve geçerli piyasa koşullarına göre teyit edilmelidir.
SSS
Endüstriyel imalat için paslanmaz çelik boru nasıl kesilir?
Endüstriyel imalat için paslanmaz çelik borular genellikle bant testeresi, soğuk testere, uygun döner kesici veya kontrollü atölye işlemiyle kesilir. En uygun yöntem, çelik kalitesine, çapa, duvar kalınlığına, toleranslara, kenar döküntüsü kontrolüne, uç durumuna ve kaynak, diş açma veya montaj gibi ileri işlem aşamalarına bağlıdır.
Uzunluklarına göre kesilen paslanmaz çelik boru için en iyi yöntem nedir?
Birçok düz kesimli uzunluk talebi için bant testeresi veya soğuk testere kesimi pratik ve maliyet etkin bir seçenektir. Daha temiz kenarlar ve tekrarlayan uzunluklar önemliyse soğuk testere kesimi tercih edilebilir. Özel profiller, delikler veya imal edilmiş boru parçaları için lazer veya plazma işlemi daha uygundur.
Paslanmaz çelik boru bir alevle kesilebilir mi?
Temiz paslanmaz çelik boru siparişleri için genellikle alevle kesim tercih edilmez çünkü bu işlem oksidasyon, renk değişimi, pürüzlü kenarlar ve ek temizlik işleri bırakabilir. Sipariş edilen malzeme için alıcılar genellikle testereyle kesim, kontrollü mekanik kesim veya uygun atölye işleme yöntemlerini talep eder.
Alıcılar hangi kesme toleransını belirtmelidir?
Tolerans, proje çizimine, montaj gereksinimlerine veya satın alma spesifikasyonuna göre belirlenmelidir. Alıcılar, gerekli uzunluk toleransını, diklik (karelik) ölçütünü, muayene yöntemini ve muayene kayıtlarının istenip istenmediğini açıkça belirtmelidir.
Paslanmaz çelik borunun kesildikten sonra kenar dikişleri (burrlar) nasıl kontrol edilir?
Kenar dikişleri (burrlar), doğru bıçak seçimi, kesme hızı, sıkma (kılavuzlama), ilerleme kontrolü ve kesim sonrası kenar dikişi giderme işlemleriyle kontrol edilir. Uygulamaya bağlı olarak alıcılar, dış yüzeyde kenar dikişi giderme, iç yüzeyde kenar dikişi giderme, payetleme, eğimli hazırlık veya temiz kare uçlu kesim gibi işlemler talep edebilir.
Paslanmaz çelik boru için bir RFQ’da (Teklif Talep Belgesi) neler yer almalıdır?
Tam bir RFQ, sınıfı, boru tipini, standardı, dış çapı (OD) veya nominal boru boyutunu (NPS), duvar kalınlığını veya schedule değerini, kesim uzunluğunu, toleransı, miktarı, uç durumunu, yüzey işleyişini, ambalajı, varış yerini, teslim süresi hedefini, malzeme test sertifikası (MTC) gereksinimlerini ve mevcutsa çizimleri içermelidir.
Kesme işlemi için 304 veya 316 paslanmaz çelik boru hangisi daha uygundur?
Hem 304 hem de 316 paslanmaz çelik borular kesilmiş uzunlukta temin edilebilir. 304, genel imalat ve mühendislik projeleri için yaygın olarak kullanılırken; 316, denizcilik, kimya endüstrisi ve yüksek nemli ortamlarda daha üstün korozyon direnci sunar. Nihai seçim, kullanım ortamına ve proje standardına göre yapılmalıdır.
Sonuç
Paslanmaz çelik boruların nasıl kesildiğini bilmek faydalıdır; ancak doğru şekilde kesilmiş boru satın almak, yalnızca bir kesme aracı seçmekten daha fazlasını gerektirir. Endüstriyel siparişlerde kesme kapsamı, sınıf, boru tipi, duvar kalınlığı, uzunluk toleransı, uç durumu, yüzey işleyişi, imalat süreci, kullanım ortamı, ambalaj ve belgelendirme gereksinimleriyle uyumlu olmalıdır.
Uzunluğa göre kesilmiş paslanmaz çelik boruya ihtiyacınız varsa, tedarikçiye sınıfını, dış çapını (OD) veya nominal boru boyutunu (NPS), schedule değerini veya duvar kalınlığını, gereken uzunluğu, toleransı, kenar döküntüsü kontrolünü, miktarı, ambalaj yöntemini, teslimat yerini ve Malzeme Test Sertifikası (MTC) gereksinimlerini sağlayın. Net spesifikasyonlar, teklif farklılıklarını, üretim gecikmelerini ve teslimattan sonraki revizyon işlemlerini azaltır.
Uzunluğa Göre Kesilmiş Paslanmaz Çelik Boru İçin Teklif İste
Voyage Metal, endüstriyel, mühendislik, imalat ve ihracat projeleri için paslanmaz çelik boru temin eder. Bir proje teklifi almak için sınıfınızı, dış çapınızı (OD) veya nominal boru boyutunuzu (NPS), schedule değerini veya duvar kalınlığınızı, kesim uzunluğunu, toleransı, uç durumunu, miktarı, teslimat yerini, ambalajı, teslim süresini ve Malzeme Test Sertifikası (MTC) gereksinimlerinizi gönderin.
Paslanmaz Çelik Boru İçin Teklif İste