




長さ指定ステンレス鋼パイプ:切断方法、許容差、およびRFQガイド
長さ指定ステンレス鋼パイプは発注書上では単純に見えるが、切断に関する詳細仕様は溶接時の適合性、組立速度、バリ除去、表面状態、梱包、検査、最終プロジェクトコストに影響を及ぼす。
産業向けバイヤーにとって、ステンレス鋼パイプをどのように切断するかという問いだけではなく、より重要なのは、切断長さ、公差、端面状態、納品文書、梱包方法を、サプライヤーが同一の範囲で見積もりを出せるよう明確に仕様化する方法である。
簡単な回答
ステンレス鋼パイプは、バンドソー、コールドソー、アブレーシブソー、ロータリーパイプカッター、レーザー、プラズマ、またはサプライヤーによる長さ指定加工サービスによって切断可能である。 ほとんどのB2B注文において、直管の切断には一般的に鋸(のこぎり)切断が用いられるが、特殊な形状、穴、スロット、または加工作業にはレーザーまたはプラズマ加工がより適している。
適切な切断方法は、鋼種、外径、NPS、スケジュール、管壁厚、要求される長さ公差、端面状態、発注数量、表面仕上げ、および下流工程での用途によって異なります。購入者は「ステンレス鋼パイプを指定サイズに切断」という曖昧な依頼だけをするのではなく、鋼種、サイズ、長さ、公差、バリ制御、端面処理、検査、材質証明書(MTC)、包装、納入先を含む完全なRFQ(見積依頼書)を提出する必要があります。
購入者向けの主なポイント
- 切断方法は、パイプの鋼種、管壁厚、直径、数量および最終用途に適合させる必要があります。
- バンドソーおよびコールドソーによる切断は、長さ指定で注文されるステンレス鋼パイプにおいて一般的な選択肢です。
- バリ、直角度誤差、熱痕、表面傷などは、溶接や組立工程において追加作業を引き起こす可能性があります。
- 実用的なRFQでは、公差、端面状態、仕上げ保護、包装、トレーサビリティおよび材質証明書(MTC)の要件を明確に定義する必要があります。
なぜステンレス鋼パイプの切断に関する詳細が重要なのか
多くのプロジェクトにおいて、切断面は問題が最初に現れる場所です。パイプが所定の規格およびサイズを満たしていたとしても、切断面が荒い、直角でない、バリが多量に付着している、あるいは加工中に汚染されている場合、購入者は依然として溶接ギャップ、組立遅延、再作業、または最終ユーザーからの苦情に直面する可能性があります。
これは、製造・機械構造用、給水設備用、手すり用、食品機器用、化学機器用、船舶部品用、および一般産業製造用に使用されるステンレス鋼パイプにおいて特に重要です。装飾用スリーブとして使用されるパイプは、フレームに溶接される場合や継手に接続される場合と比べて、同程度のエッジ仕上げを必要としません。
グレードも重要です。一般的な材質である304ステンレス鋼パイプや316ステンレス鋼パイプは広く加工されていますが、直径、スケジュール(管厚)、硬度、表面仕上げ、使用環境によって切断ルートは依然として影響を受けます。デュプレックス鋼や高耐食性ステンレス鋼などの高性能ステンレス鋼グレードは、特に耐食性およびトレーサビリティがプロジェクト要件に含まれる場合、より慎重な取扱いを必要とします。
標準品またはカスタムカット長のパイプを調達する場合は、まずベース製品の仕様から始めます。バイヤーは、 ステンレス鋼パイプ から利用可能なパイプオプションを確認し、その後、プロジェクト図面または調達基準に基づいて切断、検査、梱包に関する詳細を追加できます。

一般的なステンレス鋼パイプの切断方法
バンドソー切断
バンドソー切断は、産業用ステンレス鋼パイプの長さ指定切断において最も実用的な方法の一つです。一般的なパイプ長、中〜大径、混合サイズ、および在庫加工に頻繁に使用されます。適切なクランプ固定、ブレード選定、および送り制御により、多くの製造注文に対して許容範囲内の長さ精度と実用可能な切断面を実現できます。
バイヤーにとって確認すべき主なポイントは、長さ公差、直角度、バリ除去、およびサプライヤーが異なる長さを分別・ラベリングするかどうかです。バンドソー切断は一般的な手法ですが、最終的な品質は機械の設定および切断後の取扱いに大きく依存します。
冷間鋸切断
より清浄な切断面および同一長さの繰り返し切断が求められる場合、特に小〜中径のパイプおよびチューブでは、コールドソー切断が好まれることが多いです。粗い研磨切断と比較して、より制御された切断が可能であり、組立、溶接、または外観が重要な部品など、端面品質が重要となる用途において有効です。
生産用注文において、再現性が重要である場合、コールド・ソー切断は優れた選択肢となります。購入者は、これらのサービスが自動的に含まれていると想定せず、必ずバリ取り、公差、および表面保護を明示的に指定する必要があります。
アブレーシブ・ソー切断
アブレーシブ切断は、現場作業、迅速な工場内切断、または要求レベルの低い用途に使用されることがあります。欠点としては、熱痕、バリ、変色、および粗いエッジが残る可能性があります。ステンレス鋼パイプを溶接、ねじ切り、研磨、または目立つ場所での組立に使用する場合、アブレーシブ切断後には通常、追加の清掃処理が必要です。
また、汚染を避けることも重要です。炭素鋼用に使用された研削ホイール、治具、または工具は、ステンレス鋼表面に鉄分汚染を引き起こす可能性があります。腐食に敏感な用途では、注文前にステンレス鋼専用の取扱いおよび清掃方法について検討・確認する必要があります。
ロータリーパイプ切断
ロータリーパイプカッターは、適切な小径または薄肉パイプおよびチューブに使用できます。正しく使用すればきれいな切断面が得られますが、万能の解決策ではありません。一部の薄肉材では、パイプ端部がわずかに変形することがあり、その場合、継手、インサート、または高精度な組立部品を取り付ける必要があると問題となることがあります。
レーザー加工およびプラズマ加工
プロジェクトで単純な直線切断ではなく、穴、スロット、プロファイル、サドルカット、または特殊形状の加工が必要な場合、レーザーおよびプラズマ加工がより一般的です。レーザー切断は、適切なサイズおよび管壁厚さに対して、清潔で高精度な結果を提供できます。プラズマ切断は、より大型または重量級の作業に有効ですが、熱影響部のエッジには研削、清掃、またはその他の仕上げ処理が必要になる場合があります。
標準的な直線長さの切断においては、レーザーまたはプラズマ加工が最もコスト効率の良い選択肢とは限りません。しかし、加工済みパイプ部品については、切断プログラム、図面、検査要件が明確であれば、下流工程の作業量を削減できる可能性があります。
ステンレス鋼パイプの切断方法比較
以下の表は、調達および加工の観点から、一般的なステンレス鋼パイプの切断方法を比較したものです。
| 切断方法 | 典型的な用途 | エッジ品質 | 容許量制御 | バイヤー備考 |
|---|---|---|---|---|
| バンドソー切断 | 一般的な長さカットパイプ、中~大径サイズ、在庫処理 | バリ取り後、通常は許容可能 | クランプおよびセットアップが制御されている場合に適しています | 面直度確認、バリ除去、長さ印付け、および梱包方法を確認してください |
| 冷間鋸切断 | 同一長さの繰り返し切断、小~中径サイズ、より清浄な端面要求 | 粗切断よりも清浄で制御性が高い | 量産切断に適しています | 再現性と切断端の外観が重要な場合によく適しています |
| 研磨切断 | 現場作業、粗切断、および要求水準の低い工場内切断 | バリ、熱による変色、荒い切断面が残る場合があります | 作業者およびセットアップに大きく依存します | 後処理、汚染管理、および熱による変色が許容されるかどうかについてご確認ください |
| ロータリーパイプカッター | 小径または薄肉のパイプおよびチューブ | 清潔な切断が可能ですが、一部のパイプ端を変形させる場合があります | 適したサイズには優れた性能を発揮します | パイプがインサート、ファレル、フィッティング、または密閉されたアセンブリに適合する必要がある場合、適合性を確認してください |
| レーザー切断 | 特殊なプロファイル、穴、スロット、高精度パイプ部品 | パラメータが制御されている場合、清掃が必要です | 適したプロジェクトでは高品質です | 図面や再現可能なプロファイルが必要な場合に最も検討すべきです |
| プラズマ切断 | 大径パイプ、プロファイル加工、製作切断 | 熱影響を受けたエッジは清掃が必要な場合があります | 機械、治具、およびオペレーターによって異なります | 一部の製作作業には有用ですが、常に清潔で直角な端面を得るには最適とは限りません |
ステンレス鋼パイプはトーチで切断できますか?
ほとんどの清浄な製造工程や、長さ指定による正確な切断用途においては、ステンレス鋼パイプの切断にトーチ切断は推奨されません。制御されていない熱により、酸化、変色、粗い切断面、および追加の研磨作業が発生する可能性があります。パイプが溶接、ねじ切り、シール、研磨、または目立つ場所での組立に使用される場合、購入者は通常、鋸切断、制御された機械式切断、または適切な工場内加工を依頼すべきです。
熱切断は、解体作業、粗い除去作業、または非重要現場作業においては依然として使用可能です。しかし、これは産業用プロジェクト向けに完成品のステンレス鋼パイプを購入する場合とは異なります。耐食性がステンレス鋼を選択する理由の一つであるならば、不要な熱損傷および表面汚染は可能な限り回避すべきです。
より広範な材料選択を行うには、購入者は ステンレス鋼素材 でステンレス鋼の選択肢を比較できます。ただし、切断要件は常に実際の鋼種、図面、製造工程、および使用環境と関連付けて検討する必要があります。
公差、直角度、バリ制御、および端面処理
長さの公差は、RFQまたは図面に明確に記載する必要があります。粗い製作工程では緩い公差が許容される場合がありますが、フレーム組立、溶接スプール、機器部品、または機械加工部品などでは、より厳密な公差管理が必要となる場合があります。プロジェクトに図面公差が指定されている場合は、「正確に切断すること」などの一般的な注記で置き換えないでください。実際の公差を明記してください。
直角度は長さと同様に重要です。わずかに傾斜した角度でパイプを切断すると、溶接時に不均一なギャップが生じたり、組立作業が困難になったりします。この問題は材料が梱包された状態では気づきにくいですが、製作チームが部品の仮組みを開始すると、すぐに明らかになります。
バリ制御も明記する必要があります。外部のバリは周辺部品を傷つけたり、組立作業を妨げたりする可能性があります。内部のバリは流体の流れを制限したり、挿入部品の動作を妨げたり、清掃を困難にしたりします。用途に応じて、発注者は外部バリ取り、内部バリ取り、面取り、テーパー加工、またはクリーンな直角切断端面を要求することがあります。
研磨仕上げ、ブラシ仕上げ、または目立つ場所に使用されるステンレス鋼パイプの場合、表面保護が重要です。取扱いおよび輸出時の輸送中に傷が付くのを防ぐため、保護フィルム、個別包装、柔らかいスペーサー、プラスチック製エンドキャップ、あるいは慎重な束ね包装が必要となる場合があります。
長さカット用ステンレス鋼パイプの一般的なRFQ詳細
適切なステンレス鋼パイプのRFQでは、サプライヤーが原材料のみならず、全工程(加工含む)を含めた包括的な見積もりを提出できるよう、必要な情報を明確に記載する必要があります。以下の表には、発注者が通常記載する情報の例を示します。
| RFQ項目 | 何を仕様として明記すべきか | 例文 |
|---|---|---|
| 材質等級 | 304、304L、316、316L、デュプレックス、またはプロジェクト指定グレード | 316Lステンレス鋼パイプ(必要に応じてASTM A312準拠) |
| パイプタイプ | 継手なしパイプ(シームレス)または溶接パイプ | 継手なしステンレス鋼パイプ、スケジュール40 |
| サイズ | 外径(OD)または公称径(NPS)、壁厚、規格(Schedule) | NPS 2、Sch 10S、または外径60.3 mm(指定壁厚付き) |
| 切断長さ | 必要な長さおよび長さ当たりの数量 | 1200 mmに切断、500個 |
| 公差 | 長さ公差、直角度、図面要求事項 | 長さ公差は図面またはプロジェクト仕様書に従う |
| 端部形状 | 平端(Plain end)、バリ取り済み、面取り済み、テーパー加工済み、清浄な直角切断 | 両端ともバリ取り済み、鋭利なバリなし |
| 表面仕上げ | 製造状態(Mill finish)、ブラシ仕上げ、研磨仕上げ、酸洗い(Pickled)、保護表面処理 | ブラシ仕上げ面、梱包時の傷防止 |
| 証明書 | 材質証明書(MTC)、熱処理番号、検査記録、トレーサビリティ | 熱処理番号によるトレーサビリティを含む材質証明書(MTC)の提出が必須 |
| 包装 | 束ね包装、キャップ、防水ラッピング、ラベル、パレット | 各長さごとに明確なラベルを付けた輸出用梱包 |
| 配送の詳細 | 納入先、納期条件、港湾、目標リードタイム | 上海FOBおよび目的港CIFでの見積り |
標準的な304および316ステンレス鋼の注文についても、バイヤーが確認可能 エンジニアリング用途向け304および316ステンレス鋼の供給 鋼種選定を、用途、製品形状、およびプロジェクト現場環境と整合させるため。
見積もり依頼前のバイヤー向けチェックリスト
長さカット済みステンレス鋼パイプの問い合わせを送信する前に、以下の情報をご準備ください:
- 材質規格:304、304L、316、316L、デュプレックス、スーパー・デュプレックス、またはプロジェクトで指定されたステンレス鋼材質。
- パイプ種別:シームレスステンレス鋼パイプまたは溶接ステンレス鋼パイプ。
- 規格:ASTM A312、ASTM A269、EN 10216-5、EN 10217-7、ASME、ISO、または必要に応じてプロジェクト固有の規格。
- サイズ:外径(OD)または公称径(NPS)、肉厚、スケジュール、必要な長さ、および数量。
- 公差:長さ公差、直角度、直線度、および図面による要件(ある場合)。
- 端部形状:平端、バリ取り端、テーパー端、ベベル端、または清浄な直角切断。
- 表面仕上げ:ミルフィニッシュ、ブラッシュ仕上げ、ポリッシュ仕上げ、ピックル処理、パスビエーション処理(必要に応じて)、または保護表面。
- 加工工程:溶接、ねじ切り、曲げ、機械加工、穴あけ、組立、または据付。
- 使用環境:屋内、屋外、海洋、化学薬品、食品設備、高湿度、または高温。
- 文書:材料試験証明書(MTC)、熱処理番号、検査報告書、トレーサビリティ、または顧客指定の文書。
- 包装:束ね保護、プラスチックキャップ、防水梱包、ラベル、木製パレット、または輸出用コンテナ。
- 商業条件:最小発注数量(MOQ)、試験注文数量、継続注文計画、最終到着港、および納期目標。
バイヤーが回避すべき一般的なミス
「カット・トゥ・サイズ」のみの依頼
「カット・トゥ・サイズ」だけでは、真剣な産業向け注文には不十分です。サプライヤーは、鋼種、パイプ種別、管壁厚、規格(スケジュール)、長さ、許容差、および端面仕上げ状態を把握する必要があります。これらの詳細がなければ、2つの見積書は見た目が似ていても、実際の加工レベルは大きく異なります。
内部バリの無視
外部バリは目で確認しやすいですが、内部バリは見落とされがちです。流体を送る、継手を取り付ける、インサートを収容する、または清浄な内面を必要とするパイプの場合、RFQ(要求仕様書)に内部バリ除去の要件を明記する必要があります。
範囲を確認せずに価格を比較すること
あるサプライヤーは、バリ取り、マーキング、検査、材質証明書(MTC)、輸出用梱包などを含む場合があります。一方、別のサプライヤーは、素材のパイプを単に切断しただけの価格を提示する場合があります。最も低い価格を選択する前に、切断および納入の範囲に何が含まれるかを必ず確認してください。
混合長さでの梱包を確認しないこと
混合切断長さは、受領および設置時に混乱を招く可能性があります。購入者は、特に大規模プロジェクトや継続的な注文において、明確なラベル表示、長さごとの分離、納品明細書、および束単位の識別を要求すべきです。
最終用途に適さない切断方法を使用すること
粗い切断面は、非重要部位の現場加工には許容される場合がありますが、目立つ場所への組立、高精度の取付、衛生機器、または腐食に敏感な用途では許容されない場合があります。切断方法は、最終用途に基づいて決定すべきです。
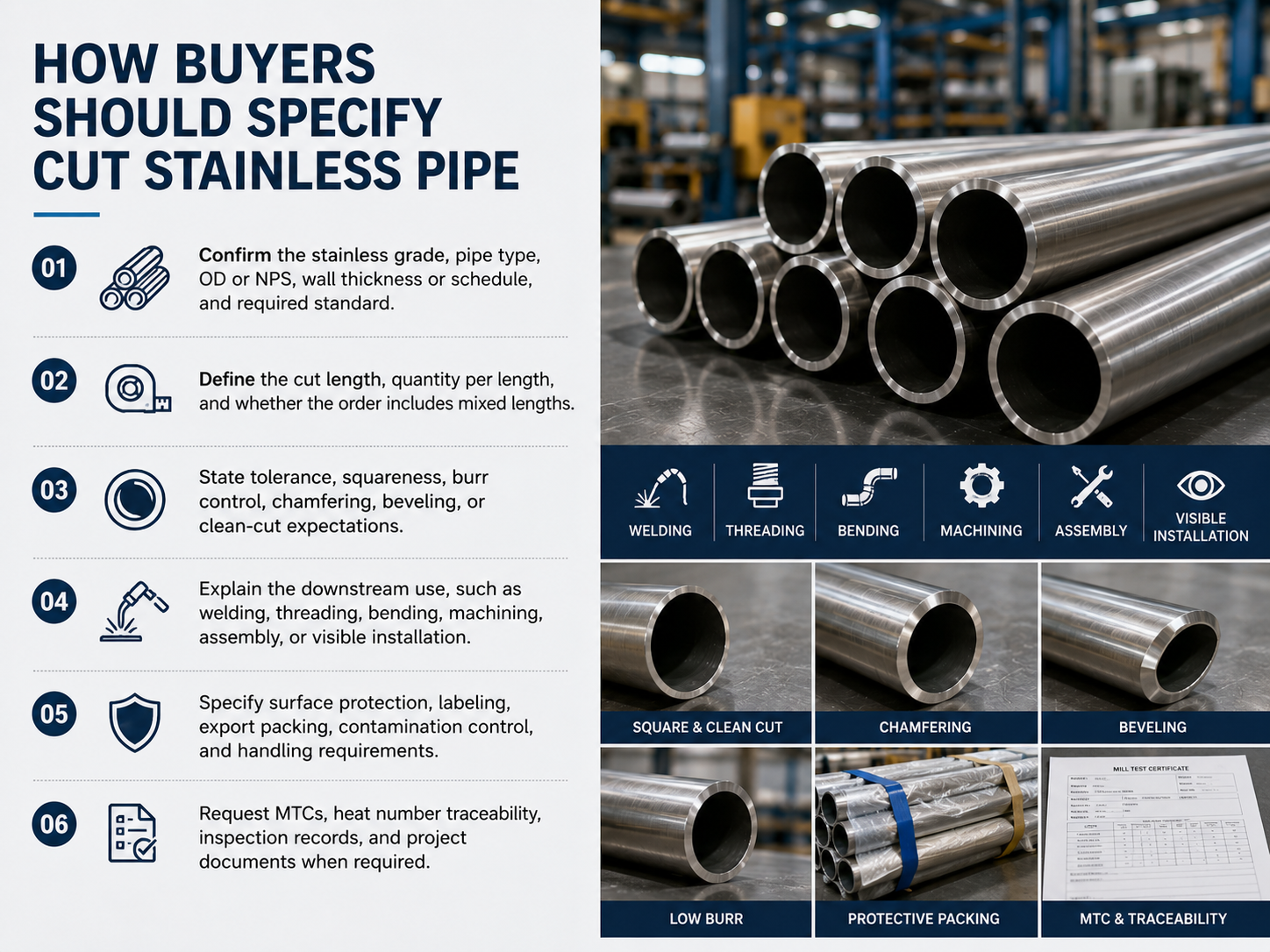
購入者がステンレス鋼パイプの切断を指示する際のポイント
- ステンレス鋼の規格(グレード)、パイプの種類、外径(OD)または公称径(NPS)、肉厚またはスケジュール(Schedule)、および適用される規格を確認してください。
- 切断長、長さあたりの数量、および注文に混合長が含まれるかどうかを明記してください。
- 許容差、直角度、バリ制御、面取り、テーパー加工、またはクリーンカットの要件を明示してください。
- 溶接、ねじ切り、曲げ、機械加工、組立、目視可能な設置など、下流工程での用途を説明してください。
- 表面保護、ラベリング、輸出用梱包、汚染防止および取扱い要件を明記してください。
- 必要に応じて、材質証明書(MTC)、熱処理番号によるトレーサビリティ、検査記録およびプロジェクト関連書類を依頼してください。
サプライヤー承認:バイヤーが確認すべき事項
ステンレス鋼パイプのサプライヤーを承認する前に、見積書が材料費、切断費、バリ取り費、検査費、梱包費、納入条件を明確に区分しているかを確認してください。これにより、価格比較がより正確になり、生産後の紛争を回避できます。
サプライヤーが繰り返し長さをどのように管理しているか、切断された部品にどのように印を付けるか、および異なる長さの製品をどのように梱包するかを確認してください。輸出向け注文の場合、梱包は些細な問題ではありません。不適切な梱包により、到着後に傷がついたり、長さが混在したり、端部が損傷したり、束が湿っていたり、識別情報が欠落したりする可能性があります。
産業用機器、機械構造物、支持構造、フレームおよび生産システムについては、パイプの仕様を最終的な使用環境とともに検討する必要があります。関連する応用情報は以下に記載されています。 工業製造業 .
納期は、材質等級、外径、肉厚、表面仕上げ、注文数量、切断作業量および証明書の要件によって変動します。価格および運賃は、発注前に、現時点での在庫状況および市場状況に基づき必ず再確認してください。
よくあるご質問(FAQ)
産業用製造加工においてステンレス鋼パイプを切断するにはどうすればよいですか?
産業用製造加工では、ステンレス鋼パイプは一般的にバンドソー、コールドソー、適切なロータリーカッター、または制御された工場内加工によって切断されます。最適な切断方法は、鋼種、外径、肉厚、公差、バリ制御、切断面の状態、および溶接・ねじ切り・組立などの後工程作業によって決まります。
長さ指定によるステンレス鋼パイプの切断に最も適した方法は何ですか?
多くの直線的な長さ指定切断注文では、バンドソーまたはコールドソーによる切断が実用的でコスト効率に優れています。切断面の清浄性や同一長さの反復切断が重要となる場合は、コールドソー切断が好まれることがあります。レーザーまたはプラズマ加工は、特殊形状、穴開け、または加工済みパイプ部品に適しています。
ステンレス鋼パイプはトーチで切断できますか?
トーチ切断は、清浄なステンレス鋼パイプの注文には一般的に推奨されません。これは、酸化、変色、粗い切断面、および追加の清掃作業を引き起こす可能性があるためです。注文材料については、購入者は通常、鋸切断、制御された機械的切断、または適切な工場加工を要求します。
購入者が指定すべき切断公差は何ですか?
公差は、プロジェクト図面、組立要件、または調達仕様に従う必要があります。購入者は、必要な長さ公差、直角度、検査方法、および検査記録の提出が必要かどうかを明記する必要があります。
ステンレス鋼パイプの切断後にバリをどのように制御しますか?
バリは、適切な刃先選定、切断速度、クランプ固定、送り制御、および切断後のデバーリングによって制御されます。購入者は、用途に応じて外部デバーリング、内部デバーリング、面取り、ベベル加工、または清浄な直角切断端面を要求することがあります。
ステンレス鋼パイプのRFQ(見積依頼書)には何を含めるべきですか?
完全なRFQには、グレード、パイプ種別、規格、外径(OD)または公称径(NPS)、肉厚またはスケジュール、切断長、許容差、数量、端面仕様、表面仕上げ、包装、納入先、納期目標、MTC(材料試験証明書)の要件、および入手可能な図面を含める必要があります。
カット・トゥ・レングス注文には、304ステンレス鋼パイプと316ステンレス鋼パイプのどちらがより適していますか?
304および316の両方のステンレス鋼パイプは、カット・トゥ・レングス形態で供給可能です。304は一般的な製作およびエンジニアリングプロジェクトに広く使用されていますが、316は海洋環境、化学環境、高湿度環境において優れた耐食性を発揮します。最終的な選択は、使用環境およびプロジェクト規格に基づいて行う必要があります。
結論
ステンレス鋼パイプの切断方法を知ることは有用ですが、正しく切断されたパイプを購入するには、切断工具の選択以上の配慮が必要です。産業用注文では、切断範囲がグレード、パイプ種別、肉厚、長さ許容差、端面仕様、表面仕上げ、加工工程、使用環境、包装および文書化要件と一致している必要があります。
長さ指定のステンレス鋼パイプが必要な場合は、供給業者に材質規格、外径(OD)または公称径(NPS)、管厚規格(Schedule)または壁厚、必要な長さ、許容差、バリ制御、数量、包装方法、納入先、および材料試験証明書(MTC)の要件を明確に提示してください。明確な仕様は、見積りのばらつき、生産遅延、納品後の再作業を軽減します。
長さ指定のステンレス鋼パイプの見積もり依頼
ボヤージュ・メタル社は、産業用、エンジニアリング用、製造加工用、輸出向けプロジェクト向けのステンレス鋼パイプを供給しています。プロジェクトの見積もりのために、材質規格、外径(OD)または公称径(NPS)、管厚規格(Schedule)または壁厚、切断長、許容差、端面状態、数量、納入先、包装方法、納期、および材料試験証明書(MTC)の要件をお送りください。
ステンレス鋼パイプの見積もり依頼