 ×
×

Startseite > Produkte > Verzinkter Stahl > Verzinktes Stahlblech

Aufbauend auf 20 Jahren Erfahrung erfüllen unsere verzinkten Stahlbleche weltweite Standards für Korrosionsbeständigkeit und Haltbarkeit und versorgen vielfältige Industrien auf der ganzen Welt.
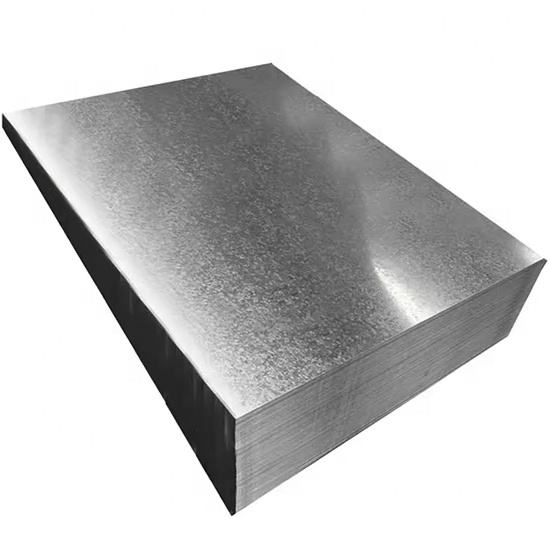
Verzinkte Stahlbleche: Premium-Qualität für globale Anwendungen
1. Zusammensetzung des Rohmaterials: Die Grundlage der Qualität
Die hervorragende Leistung unserer verzinkten Stahlbleche beginnt mit sorgfältig ausgewählten Rohmaterialien, die darauf ausgelegt sind, Festigkeit, Umformbarkeit und Korrosionsschutz optimal zu kombinieren:
2. Herstellungsverfahren: Präzision von Anfang bis Ende
Unsere verzinkten Stahlbleche werden durch einen strengen, automatisierten Prozess hergestellt, der Konsistenz und Qualität in jedem Schritt gewährleistet. Die wichtigsten Phasen umfassen:
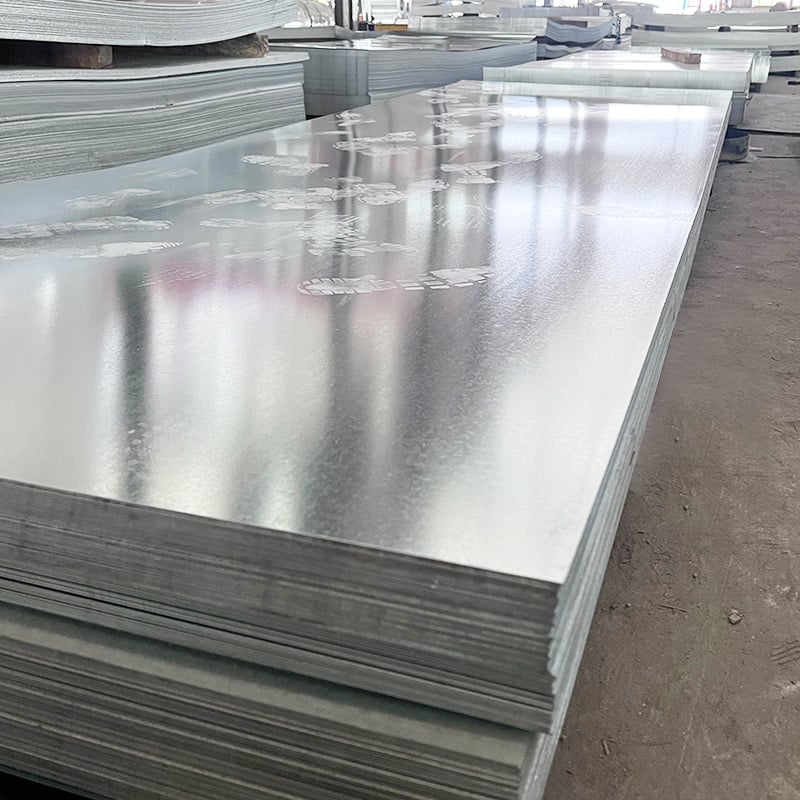
3. Spezifikationen & Modelle: Auf globale Anforderungen zugeschnitten
Unsere verzinkten Stahlbleche sind in einer Vielzahl von Spezifikationen erhältlich, um den Anforderungen verschiedener Regionen und Anwendungen gerecht zu werden. Nachfolgend finden Sie eine detaillierte Übersicht der wichtigsten Parameter:
3.1 Kerndaten
| Parameter | Sortiment | Anmerkungen |
| Stärke | 0,12 mm – 6,0 mm | Sonderdicken (±0,02 mm Toleranz) auf Anfrage für Großbestellungen verfügbar. |
| Breite | 600 mm – 1.850 mm | Standardbreiten: 1.220 mm, 1.500 mm, 1.800 mm; Sonderbreiten auf Anfrage. |
| Länge | 1.000 mm – 6.000 mm (Bleche) / Durchlaufrollen (2–15 Tonnen) | Coils können für Ihre Zwecke auf Sonderlängen geschnitten werden. |
| Zinkbeschichtungsgewicht | 40 g/m² (G40) – 350 g/m² (G350) | Häufig verwendete Varianten: G60 (60 g/m², allgemeine Anwendung), G90 (90 g/m², Bauwesen), G275 (275 g/m², raue Umgebungen). |
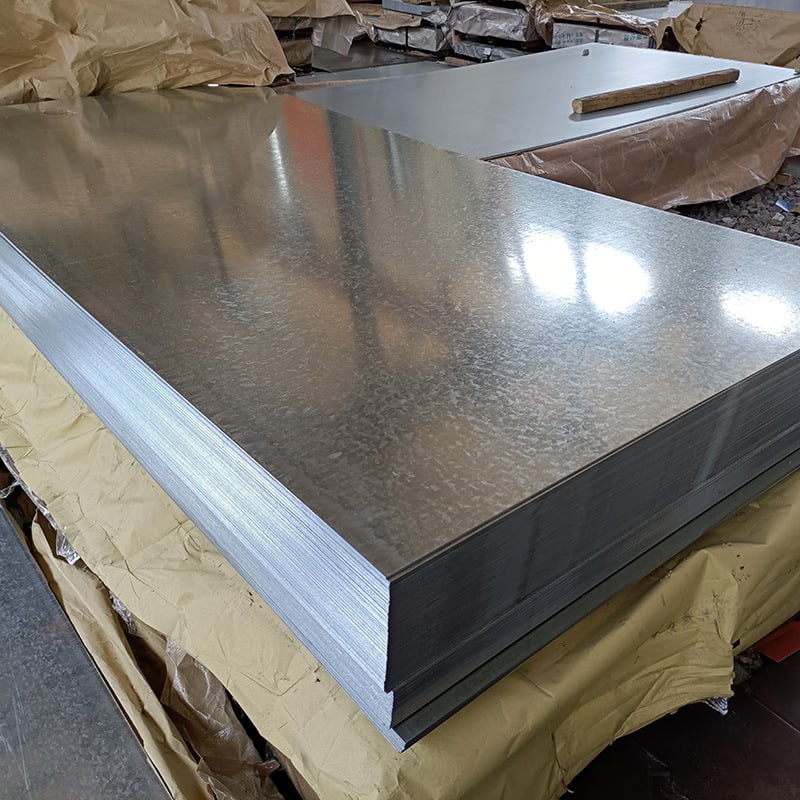
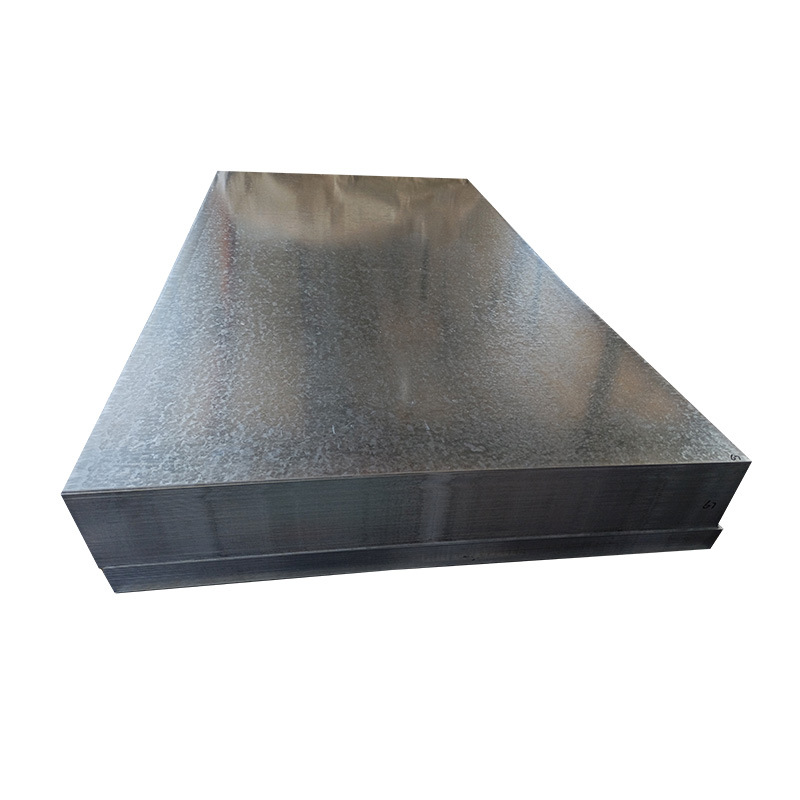
| Oberflächenfinish | Reguläres Glanzmuster, minimiertes Glanzmuster, kein Glanzmuster, gebürstet | Reguläres Glanzmuster (kostengünstig, allgemeine Anwendung); kein Glanzmuster (glatte Oberfläche, ideal für Lackierung/Druck). |
| Zugfestigkeit | 270 MPa – 700 MPa | Niedrige Festigkeit (270–350 MPa: formbare Anwendungen); hohe Festigkeit (550–700 MPa: strukturelle/automotive Anwendungen). |
| Dehnraten | 5 % – 40 % | Hohe Dehnung (25 %–40 %: dünne Bleche für Biegeanwendungen); geringe Dehnung (5 %–15 %: hochfeste Bauteile). |
3.2 Globale Standardkonformität
Um die Kompatibilität mit regionalen Vorschriften und Projektanforderungen sicherzustellen, erfüllen unsere feuerverzinkten Stahlbleche die folgenden international anerkannten Standards:
4. Warum unsere feuerverzinkten Stahlbleche wählen?
Für weitere Informationen darüber, wie unsere verzinkten Stahlbleche Ihr Projekt unterstützen können, kontaktieren Sie noch heute unser Verkaufsteam. Wir bieten kurze Lieferzeiten (7–14 Tage für Standardbestellungen) und weltweiten Versand in über 50 Länder.
Technische Spezifikationstabelle für verzinkte Stahlbleche (globale Standards)
1. Chinesischer Nationalstandard (GB/T 2518-2019)
| Modell (Güteklasse) | Dicke (mm) | Breite (mm) | Länge (mm) | Zinkbeschichtungsgewicht (g/m²) | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Dehnungsrate (%) | Oberflächenbehandlung | Anwendung |
| DX51D+Z | 0.12-3.0 | 600-1800 | 1000-6000 | 40-275 | ≥140 | 270-500 | ≥28 (t≤0,7 mm) | Normales Spangelmuster / Minimiertes Spangelmuster | Bauwesen, Haushaltsgeräte |
| DX52D+Z | 0.12-3.0 | 600-1800 | 1000-6000 | 40-275 | ≥160 | 290-510 | ≥26 (t≤0,7 mm) | Normales Spangelmuster / Minimiertes Spangelmuster | Automobilteile, Elektrische Schaltschränke |
| DX53D+Z | 0.12-2.5 | 600-1800 | 1000-6000 | 40-275 | ≥180 | 310-530 | ≥24 (t≤0,7 mm) | Normales Spangelmuster / Minimiertes Spangelmuster | Außenpaneele für Automobile, Präzisionsbauteile |
| DX54D+Z | 0.12-2.0 | 600-1800 | 1000-6000 | 40-275 | ≥200 | 330-550 | ≥22 (t≤0,7 mm) | Normales Spangelmuster / Minimiertes Spangelmuster | Hochformbare Automobilteile |
| S280GD+Z | 0.8-6.0 | 600-1500 | 1000-6000 | 60-275 | ≥280 | 370-530 | ≥18 (t=1,0 mm) | Regelmäßiger Spangel | Stahlkonstruktionen für den Bauwesen, Behälter |
| S350GD+Z | 0.8-6.0 | 600-1500 | 1000-6000 | 60-275 | ≥350 | 420-590 | ≥15 (t=1,0 mm) | Regelmäßiger Spangel | Schwerlastbehälter, mechanische Rahmen |
| S550GD+Z | 1.0-6.0 | 600-1500 | 1000-6000 | 60-275 | ≥550 | 590-710 | ≥8 (t=1,0 mm) | Regelmäßiger Spangel | Hochfeste Strukturteile, Fahrzeugchassis |
amerikanischer Standard (ASTM A653/A653M-23)
| Modell (Güteklasse) | Dicke (mm) | Breite (in) | Länge (ft) | Zinkbeschichtungsbezeichnung | Festigkeitsgrenze (ksi) | Zugfestigkeit (ksi) | Dehnungskoeffizient (%) (2in-Messlänge) | Oberflächenfinish | Anwendung |
| CS Typ B | 0.30-6.35 | 36-72 | 8-40 | G30, G60, G90, G115, G140 | 30-50 | 45-70 | ≥30 (t≤0,8 mm) | Regulärer Glanz (RS), Glanzfrei (ZS) | Bauwesen, Lüftungskanäle |
| HSLAS Typ H300 | 0.50-4.50 | 36-72 | 8-40 | G60, G90, G115 | ≥30 | ≥45 | ≥28 (t≤1,0 mm) | RS, ZS | Leichte Bauteile |
| HSLAS Typ H400 | 0.50-4.50 | 36-72 | 8-40 | G60, G90, G115 | ≥40 | ≥55 | ≥20 (t≤1,0 mm) | RS, ZS | Bauteile mittlerer Belastung, Anhänger |
| AHSS Typ 500 | 1.00-4.00 | 36-72 | 30. August | G90, G115, G140 | ≥50 | ≥65 | ≥15 (t=1,0 mm) | ZS | Komponenten für die Fahrzeugsicherheit |
| SS Typ 304 | 0.40-3.00 | 36-72 | 30. August | Keine Beschichtung (Edelstahlgrundlage) | ≥30 | ≥75 | ≥40 (t≤1,0 mm) | Gebürstet, Spiegelglanz | Lebensmittelverarbeitungsanlagen, Medizinprodukte |
3. Europäischer Standard (EN 10346:2015)
| Modell (Güteklasse) | Dicke (mm) | Breite (mm) | Länge (mm) | Zinkbeschichtungsmasse (g/m²) | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Dehnungsrate (%) | Oberflächenqualitätsklasse | Anwendung |
| DX51D+Z | 0.15-3.00 | 600-1850 | 1000-6000 | 40-275 | ≥140 | 270-500 | ≥28 (t≤0,7 mm) | A (allgemein), B (verbessert) | Gebäudefassaden, Gehäuse für Haushaltsgeräte |
| HX220BD+Z | 0.50-2.50 | 600-1850 | 1000-6000 | 60-275 | ≥220 | 300-420 | ≥24 (t≤1,0 mm) | B, C (Hohe Präzision) | Innenteile für Automobile |
| HX300LAD+Z | 0.50-2.00 | 600-1850 | 1000-6000 | 60-275 | ≥300 | 380-500 | ≥20 (t≤1,0 mm) | C, D (Premium) | Außenteile für Automobile, Hochglanzteile |
| HX420LAD+Z | 0.80-2.00 | 600-1850 | 1000-6000 | 60-275 | ≥420 | 480-600 | ≥16 (t=1,0 mm) | C, D | Strukturelle Teile für Automobile, kollisionssichere Komponenten |
| S350GD+Z | 0.80-6.00 | 600-1500 | 1000-6000 | 60-275 | ≥350 | 420-590 | ≥15 (t=1,0 mm) | A, B | Baustrahler, Schiffscontainer |
4. Japanischer Standard (JIS G3302:2018)
| Modell (Güteklasse) | Dicke (mm) | Breite (mm) | Länge (mm) | Zinkbeschichtungsstärke (μm) | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Dehnungsrate (%) | Oberflächentyp | Anwendung |
| SGCC | 0.15-3.20 | 600-1800 | 1000-6000 | 10-65 (äquiv. G40-G275) | ≥140 | 270-500 | ≥28 (t≤0,7 mm) | Glitzerstruktur (S), Ohne Glitzerstruktur (N) | Elektrische Schaltschränke, Dachbleche |
| SGCD1 | 0.15-2.50 | 600-1800 | 1000-6000 | 10-65 | ≥160 | 290-510 | ≥26 (t≤0,7 mm) | S, N | Innenteile für Automobile, Fahrradrahmen |
| SGCD2 | 0.15-2.00 | 600-1800 | 1000-6000 | 10-65 | ≥180 | 310-530 | ≥24 (t≤0,7 mm) | S, N | Außenteile für Automobile, Motorradteile |
| SGCD3 | 0.15-1.60 | 600-1800 | 1000-6000 | 10-65 | ≥200 | 330-550 | ≥22 (t≤0,7 mm) | N (Null Spangle) | Hochpräzise Automobilteile |
| SGC440 | 1.00-4.00 | 600-1500 | 1000-6000 | 15-65 | ≥440 | 510-650 | ≥12 (t=1,0 mm) | S | Schwerlastmaschinenrahmen, Bahnkomponenten |
5. Australischer Standard (AS/NZS 1397:2021)
| Modell (Güteklasse) | Dicke (mm) | Breite (mm) | Länge (mm) | Zinkbeschichtungsgrad | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Dehnungsrate (%) | Oberflächenfinish | Anwendung |
| G300 | 0.30-6.00 | 600-1800 | 1000-6000 | Z275 (275 g/m²) | ≥300 | ≥400 | ≥20 (t=1,0 mm) | Regelmäßiger Spangel | Wohngebäudedächer, Zäune |
| G450 | 0.40-4.00 | 600-1800 | 1000-6000 | Z275, Z350 (350g/m²) | ≥450 | ≥550 | ≥12 (t=1,0 mm) | Regelmäßiger Spangel | Gewerbebau, Industriehallen |
| G550 | 0.40-3.00 | 600-1800 | 1000-6000 | Z275, Z350 | ≥550 | ≥600 | ≥8 (t=1,0 mm) | Regelmäßiger Spangel | Hochfeste Dachbedeckungen, Wandverkleidungen |
| G650 | 0.50-2.50 | 600-1800 | 1000-6000 | Z350 | ≥650 | ≥700 | ≥5 (t=1,0mm) | < |

Anzahl der Produkte: lieferant für 2507-Super-Duplex-Edelstahl-Coils
Anzahl der Produkte: lieferant für 2205-Duplex-Edelstahl-Coils

Anzahl der Produkte: lieferant von Edelstahl 304 und 316 für technische Anwendungen

Anzahl der Produkte: Hochwertiger Lieferant korrosions- und hitzebeständiger Edelstähle
Anzahl der Produkte: 301 / 304 / 304L / 316 / 316L / 309S / 310 / 321 Edelstahl-Stab und -Stange


